|
LE LANCEUR SATURN 5
|
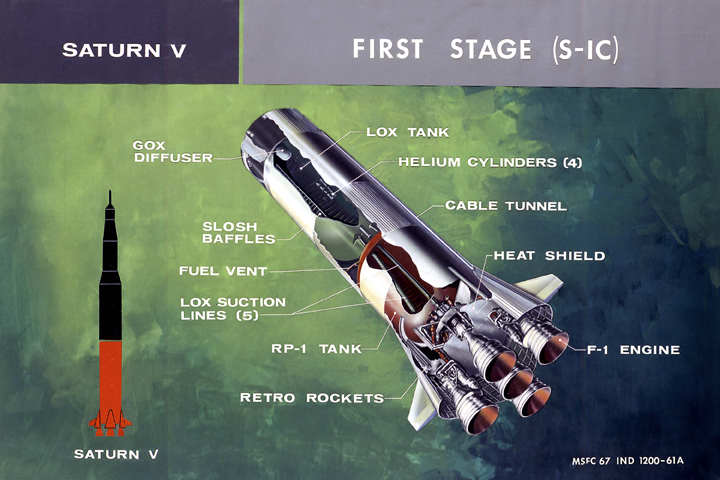
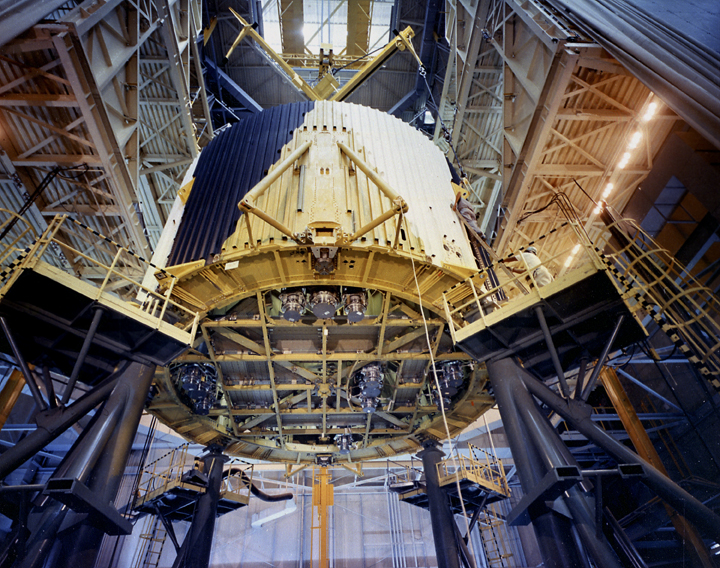
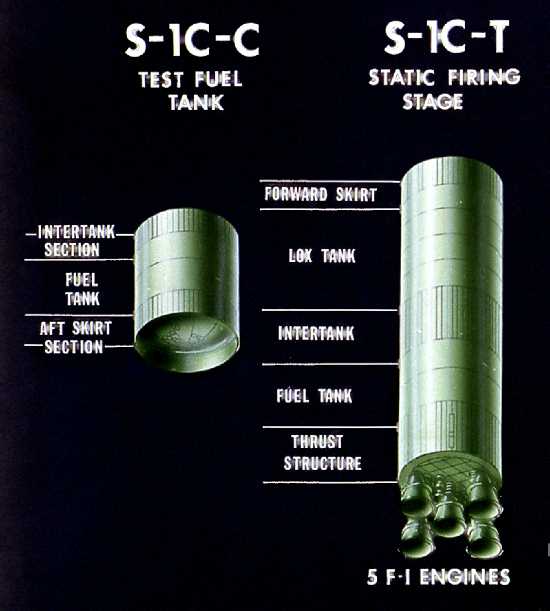
L'ETAGE S1-C Le S1C est une structure relativement simple, mais complexe vue l' échelle. Il est constitué de 5 parties de base. La structure arrière supporte et transfère la poussée des 5 moteurs F1. Les 4 moteurs externes sont orientables (+ ou - 5°9') contrairement au central fixe. Les moteurs sont montés sur une structure de force en " X ". Cette baie propulsion transfère la poussée des moteurs sur la base du réservoir de kérosène (770 000 litres). La jupe cylindrique sur le dessus supporte elle le réservoir d' oxygène (1 204 000 litres). 5 canalisations de 43, 2 cm de diamètre amène l' oxygène à travers le réservoir de carburant. Au sommet de l' étage une dernière jupe cylindrique supporte le second étage. Les réservoirs sont réalisés avec des panneaux d' aluminium 2219 soudés, et les jupes avec de l' aluminium 7075.
Le S1C mesure 42,1 m de long pour 10,1 m de diamètre. Il pèse 135 218 kg à vide et 2 286 217 kg rempli de carburant. Les 5 moteurs F1 produisent une poussée de 3 440 310 kg au sol et 3 946 624 dans le vide (consommation: 14000 kg/s). Le moteur F1 pèse 8400 kg, mesure 5,7 m de haut, consomme 2700 kg de propergol à la seconde. Il est équipé de turbopompe de 44700 kW et pesant 1130 kg. La pressurisation des réservoirs est assurée par de l'hélium stocké dans 4 bouteilles dans le réservoir LOX (6 m sur 56cm de diamètre).
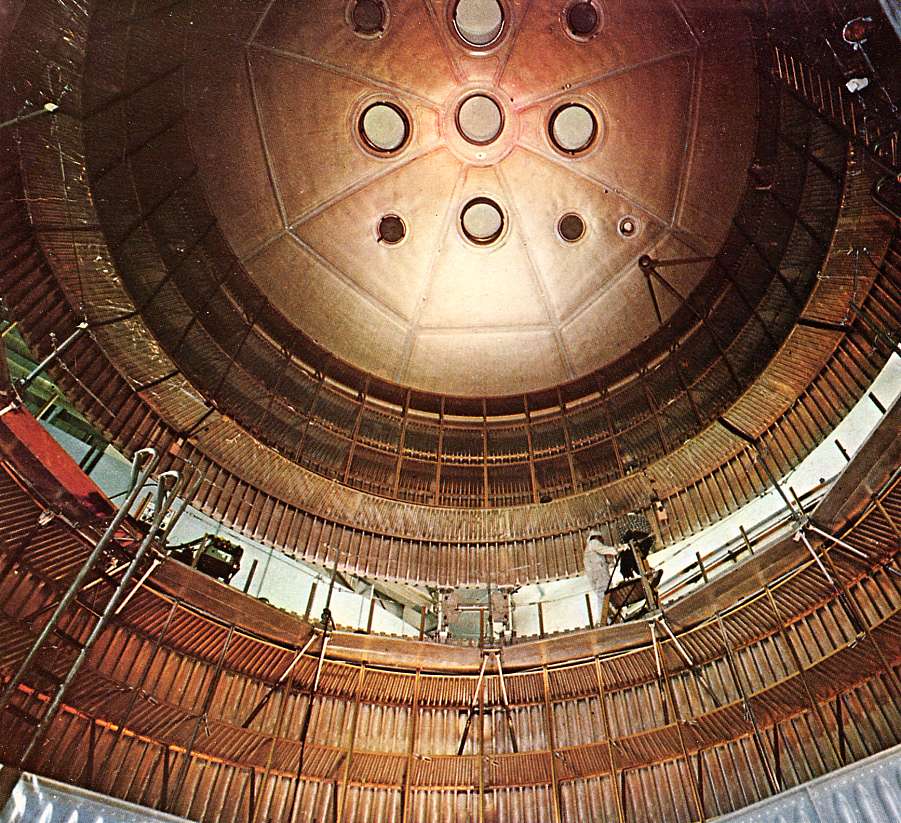
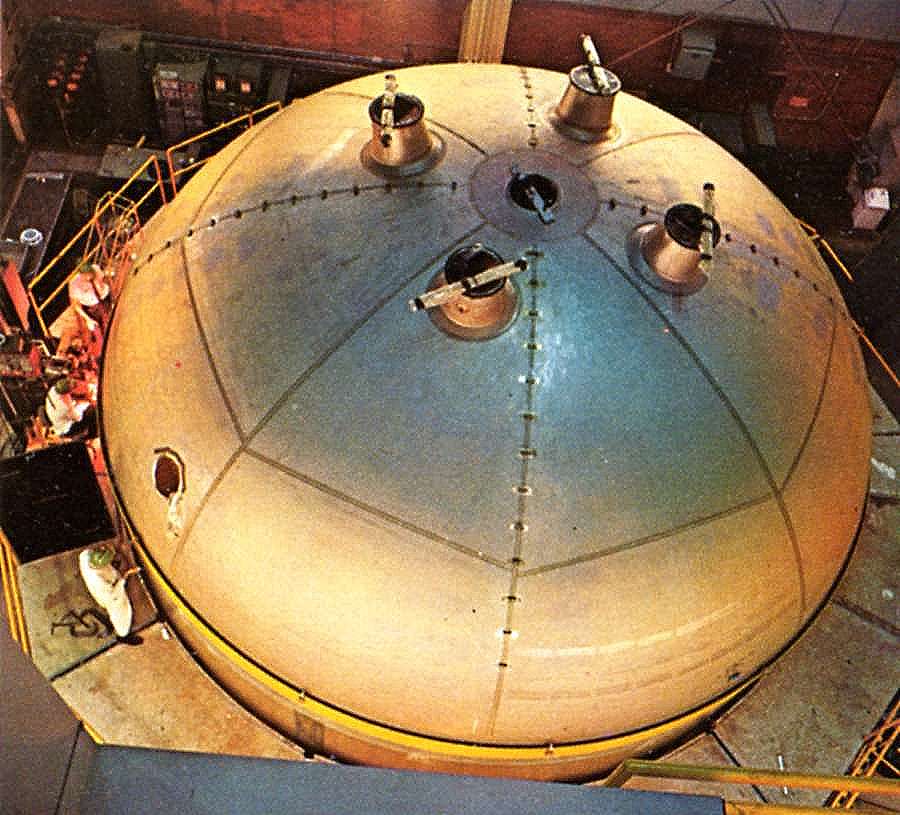
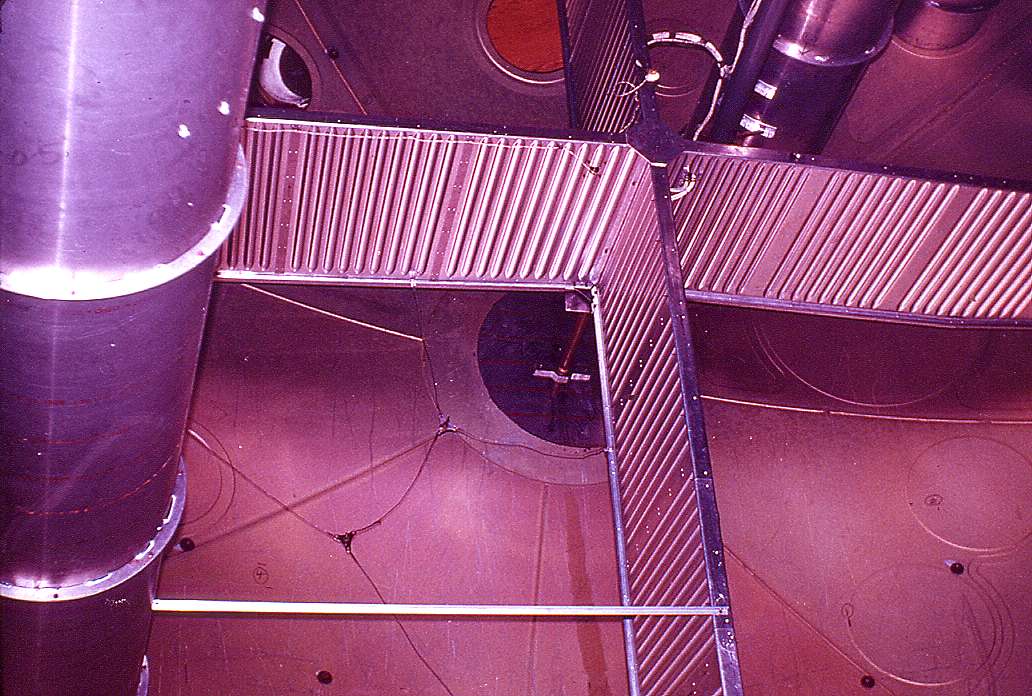
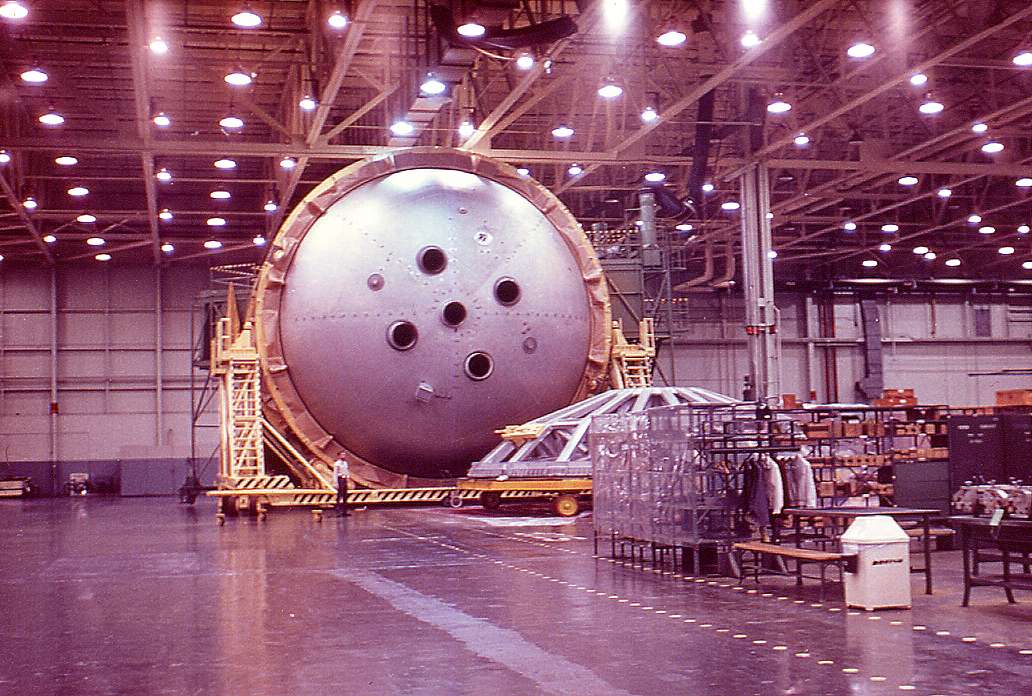
Le réservoir de combustible contient 770 000 litres de kérosène RP1. Le sommet est un dôme divisé en 8 secteurs dans lesquels sont percés 5 orifices destinés à assurer le passage, à destination de chacun des moteurs F1, de l'oxygène en provenance du réservoir de comburant au dessus. Le réservoir de comburant renferme 1 204 000 litres de LOX à -182°C. A l'intérieur sont installés des dispositifs anti ballotement à savoir des plaques autour du réservoir et au fond réalisées en métal gaufré ultra légère.
Les jupes inter-réservoirs et la jupe avant assurent la rigidité de l'étage. La jupe inter-réservoir mesure 7 m de haut à base d'aluminium 7075 avec raidisseurs internes. La jupe avant de 3 m de haut sert de support pour la jupe inter-étage 1/2 et de plan de séparation.
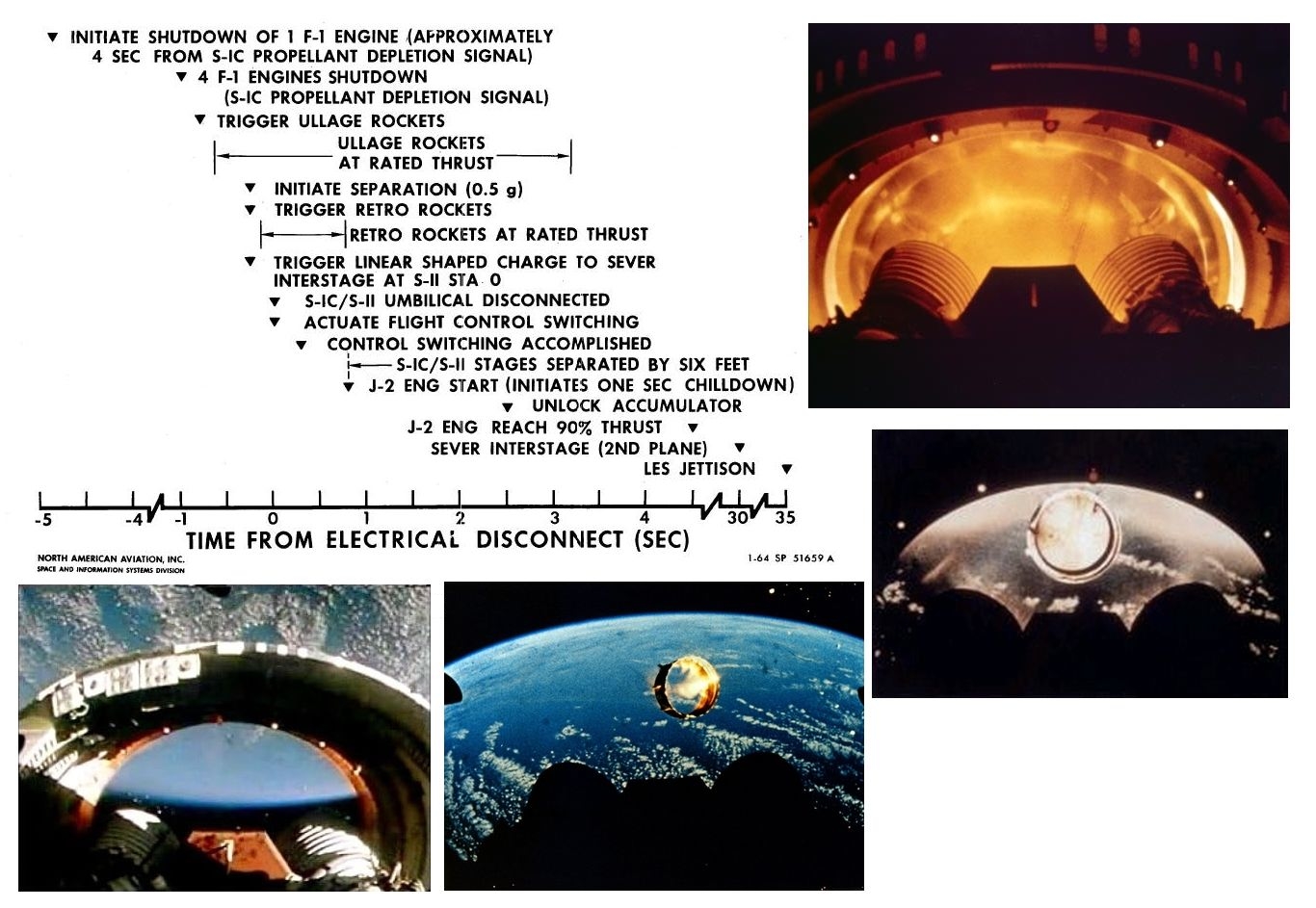
L'une des caractéristiques distinctives du lanceur Saturn 5 est la présence de 4 carénages et ailerons stabilisateurs à la base du S-IC et montés à l'extérieur de la structure de poussée des moteurs F1. Les ailerons ajoutent une stabilité considérable au véhicule et sont fabriquées en titane pour résister à la chaleur de 1100 ° C des flammes du moteur. Les 4 carénages coniques sur les moteurs lissent le flux d'air à la base de la fusée et les protégeent des charges aérodynamiques. Les ailerons sur l'étage assurent aussi la stabilité du lanceur en cas de panne moteur jusqu'à ce que le système d'abort" s'active et emporte le module de commande au loin. Le lanceur au complet, en raison d'une répartition des masses en haltère, 2 étages lourds S1C et S4B) entourant un étage léger (S2) doit maintenir un taux de tangage et lacet relativement lent, pour éviter de se briser. Si les taux sont dépassés, la tour d'évacuation se déclenche pour éloigner le CM du lanceur. Normalement, le pilotage en tangage et lacet est assuré en faisant tourner les cardans des moteurs. Si les moteurs tombent en panne, plus de pilotage. La stabilité assurée par les 4 ailerons du S1C retarde donc le début des mouvements incontrôlés du lanceur, le temps de déclencher le LES. Une fois l'étage largué, la répartition du poids du lanceur n'est plus la même et les taux ne sont plus aussi critiques. Donc pas de stabilisateur pour les étages supérieurs. Les carénages abritent aussi les rétrofusées chargées de la séparation avec le S2 qui "tirent" vers l'avant au travers de leur structure. Au démarrage, les moteurs sont allumés selon la séquence 1-2-2 avec 300 ms d' écart. Le moteur central est allumé en premier suivit ses deux paires opposées. Quand la poussée est atteinte, le lanceur est libéré de ses mâchoires et commence à s' élever lentement. La tour dépassée, il entame sa manœuvre de roulis pour se caler sur son azimut de monté. A T + 69 s, le lanceur passe la région de pression dynamique maximale. A T+ 135 s, le moteur central est éteint suivit des quatre autres un moment après. 8 rétro-fusées solides sont mis à feu tirant l' étage 0,6 après l' extinction des moteurs F1. L' altitude est de 62 km et la vitesse 9600 km/h. L' étage poursuit son chemin dans sa lancée et culmine à 112 km d' altitude avant de retombée dans l' Atlantique à 560 km du KSC. L'interstage qui le relie au S2 avait pour fonction grâce à ses petites fusées à poudre réparties autour de sa structure de séparer l'étage S1 et d'assurer le ullage du S2, c'est à dire en accélérant le lanceur de coller les propergols au fond des réservoirs. Une fois les moteurs J2 en route, il était largué à son tour au bout de 30 secondes, le temps que le S1C s'éloigne. Après l'allumage des J-2, conserver l'interstage représentait non seulement un poids supplémentaire, mais provoquerait également une surchauffe et l'arrêt des moteurs. Il est donc largué peu de temps après l'allumage. Linterstage du dernier Saturn V, destiné à la station Skylab, n'a pas réussi à se séparer, et la surchauffe et l'arrêt des moteurs s'est joué à quelques secondes (à T+63 s, l'arrachage du panneau solaire de la station a heurté un des système d'explosif chargé de découper la structure de l'étage, conséquence, l'anneau ne s'est découpé que sur 240° et est resté sur l'étage S2). Seuls les premiers S1C avaient 8 moteurs de ullage, puis 4 d'Apollo 8 à 14, après Apollo 15, ils ont été supprimés. DEVELOPPEMENT En décembre 1961, Boeing reçoit du centre Marshall le contrat de réalisation de l'étage S1C. Les grandes lignes sont plus ou moins définies, l'étage brûlera du kérosène RP1 avec de l'oxygène liquide, alors que les étages supérieurs brûleront des propergols cryogéniques. La densité de l'oxygène étant une fois et demi celle du RP1, l'étage sera forcément de grand diamètre. De plus les réservoirs seront séparés et non à fond communs. En 1962, le centre Marshall commence la construction du S1C- C une maquette grandeur réelle en bois de l' étage.
La maquette de la baie de propulsion du S1C en octobre 1963 Les premiers étages seront fabriques par les ingénieurs de Boeing au centre Marshall en attendant la mise à disposition de l'usine de Michoud de la nouvelle Orléans. Les équipes Marshall fabriquent trois étages destiné aux essais au sol ainsi que les deux premiers exemplaires de vol. Utilisant les outils construit à Wishita chez Boeing et plus tard installé à Marshall, les équipes commencent la fabrication des S1C-T, S1C-S, S1C-F et S1C-1 et 2 dès 1963. La première étape est la fabrication des réservoirs. Il faut environ 7 à 9 mois pour fabriquer et assembler les réservoirs et 14 mois pour assembler complètement un étage. A Michoud, Boeing commence par fabriquer le S1C-D, ce qui permettra aux équipes d'acquérir une expérience pour la production des autres étages. Le S1C-D n'a qu'un seul moteur F1, les quatre autres étant des simulateurs. L'étage sera envoyé à Huntsville et assemblé au S2/ S4B pour des tests dynamiques du lanceur complet. Un autre étage S1C est fabriqué par Boeing à base de bois, métal et fibre de verre, c'est la plus grande maquette au monde. Elle est utilisé pour définir l'emplacement et la taille des canalisations, des capots et couvercles de protection sur l'étage. Chrysler fabrique aussi les derniers étages des Saturn 1 dans la même usine et Boeing prend 60% de la place pour le S1C. La taille de l'étage oblige à certains réaménagement dans les bâtiments avec notamment le déplacement des conduites d'air conditionné et structures afin de laisser 12,2 m en hauteur. Avec un étage sur sa remorque, il ne restait que 60 cm. De plus, il a fallu renforcer le plancher pour pouvoir faire "rouler" l'étage sur son transporteur. Une grande baie pour l'assemblage des composants est ajoutée. L'assemblage des étages est vertical chez Boeing afin de permettre un ajustement précis des réservoirs. Une grande baie a donc été construite. Une grue de 200 tonnes permet de remettre l'étage horizontal pour la finition. FABRICATION Le développement de l' étage a connu quelques difficultés, pas seulement sur la conception mais aussi dans la fabrication. Dés 1963, par exemple le S1C- T subit de gros retards à cause de problèmes de réservoirs. Sa fabrication a pris 19 mois de retard. Sur le S1C- S, en octobre, le réservoir LOX est arraché à cause d' une mauvaise qualité de fabrication. La fabrication commence par l'assemblage des deux réservoirs de 10 m de diamètre à partir d'éléments courbés qui ont été préparés à Wichita dans le Kansas. Il s'agit de plaques d'aluminium qui ont fait l'objet d'un traitement afin de ne pas donner prise à l'oxydation. Ces plaques sont soudées électriquement, le travail étant contrôlé automatiquement grâce à un système de rayons X. Le plus gros problème est d'éviter la déformation de ces plaques en contrôlant la température et le taux d'humidité des zones de travail. Il y a près de 10 km de soudure pour assembler un S1C contrôlant par une équipe de 15 techniciens. Les soudures des dômes des réservoirs est délicate de même que la soudure des canalisations les traversant.
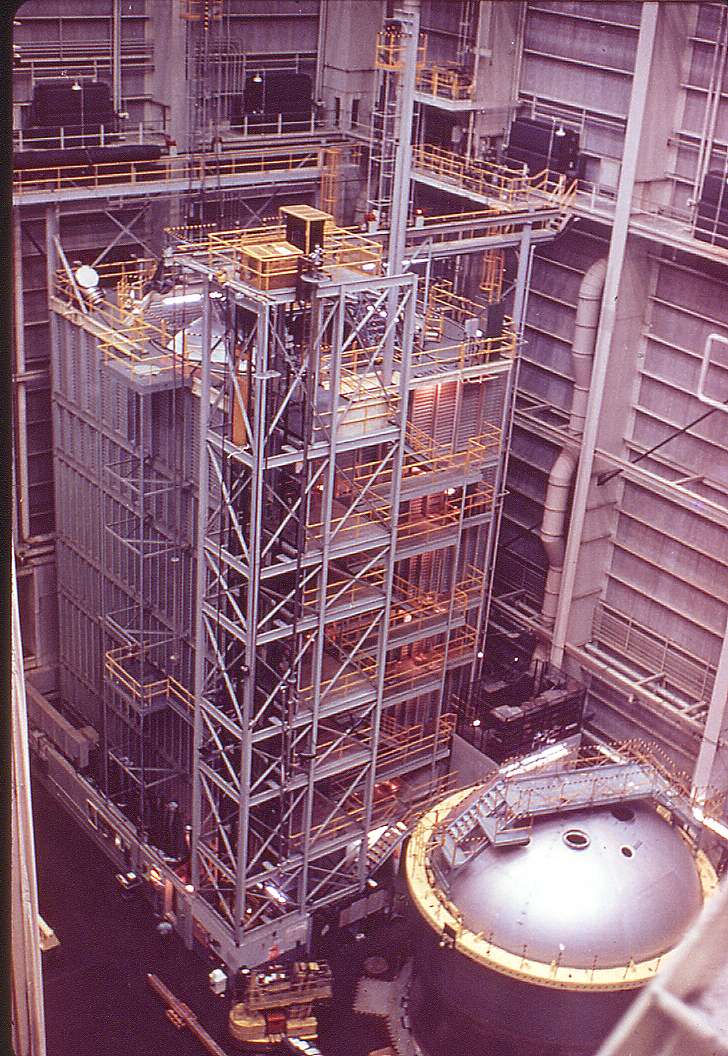
Fabrication des dômes des réservoirs
Dôme du réservoir
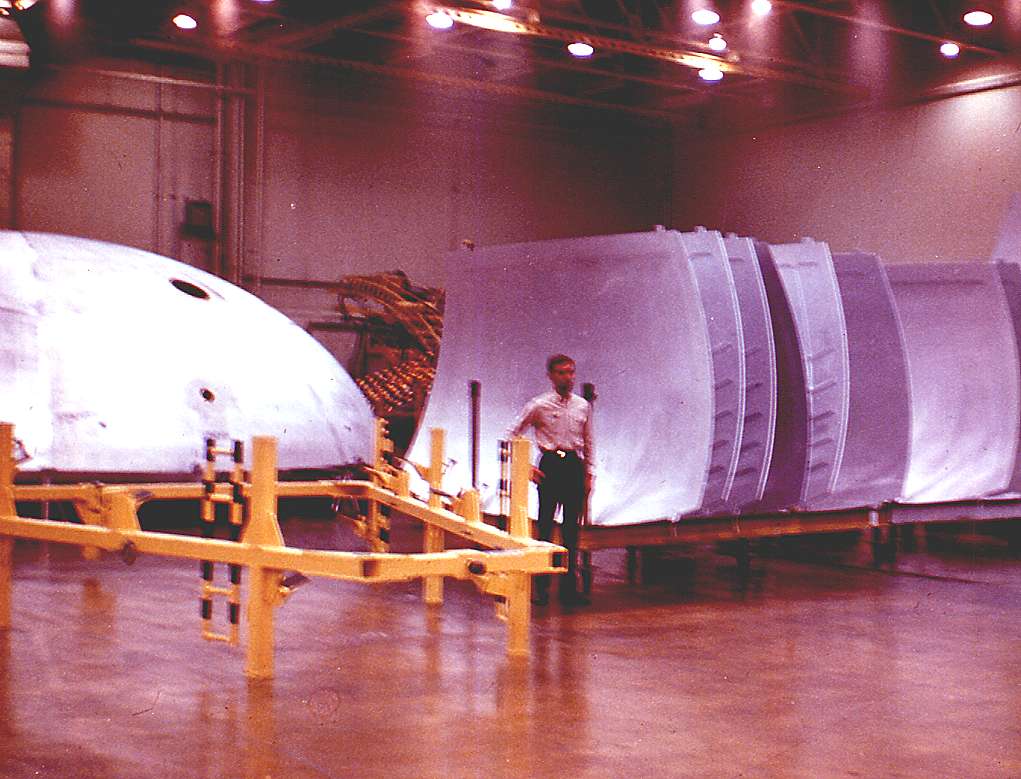
Mise en place de la jupe avant.
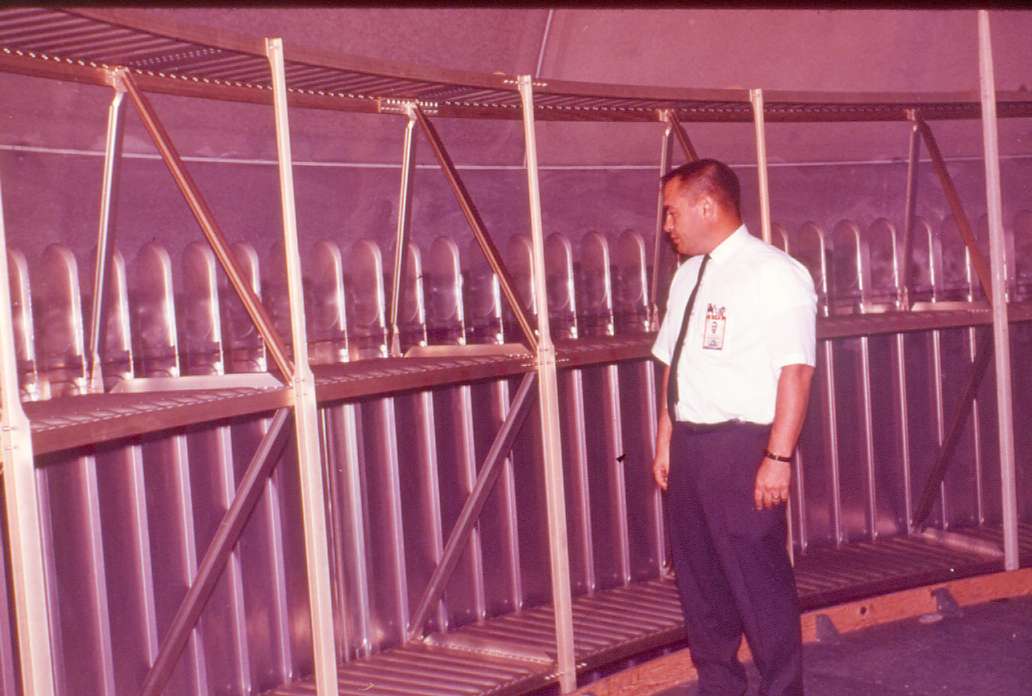
Dispositif anti-ballottement à l'intérieur des réservoirs.
Fabrication et vérification des réservoirs de kérosène au centre Marshall.
Fabrication des réservoirs d'oxygène liquide au centre Marshall.
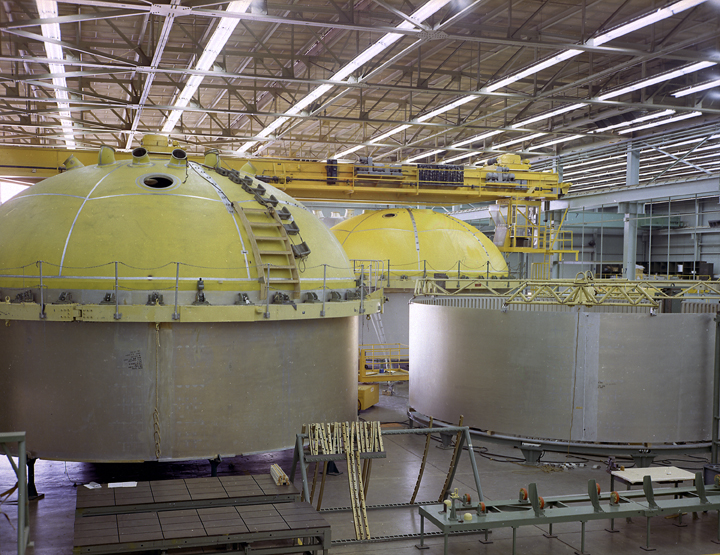
Centre Marshall, vue des deux réservoirs constituant l'étage S1C Les réservoirs sont en alliage d'aluminium 2219 peut sensible aux élongations et à la corrosion mais par contre très facilement soudable. Deux cylindre pour le réservoir RP1 et quatre pour celui de LOX. A l'intérieur sont fixés de nombreux raidisseurs assurant sa parfaite "rondité". Une fois tout ces éléments soudés, ils sont nettoyés, la moindre trace d'hydrocarbure (graisse, huiles) ayant pour effet de rendre le LOX très instable et la moindre étincelle peut tout faire exploser. Une piscine de 12 m2 et de 6,7 m de haut a été construit tout spécialement. L'assemblage des dômes et des cylindres pour en faire le réservoir nécessite l'utilisation d'une installation baptisée "Y ring". Il est constitué de trois billettes soudées dans un anneau soigneusement usiné pour parfaire les formes pendant les phases de contrôles précises. Cette installation permet d'éviter les zones de recouvrement quand les différents éléments sont mis ensemble.
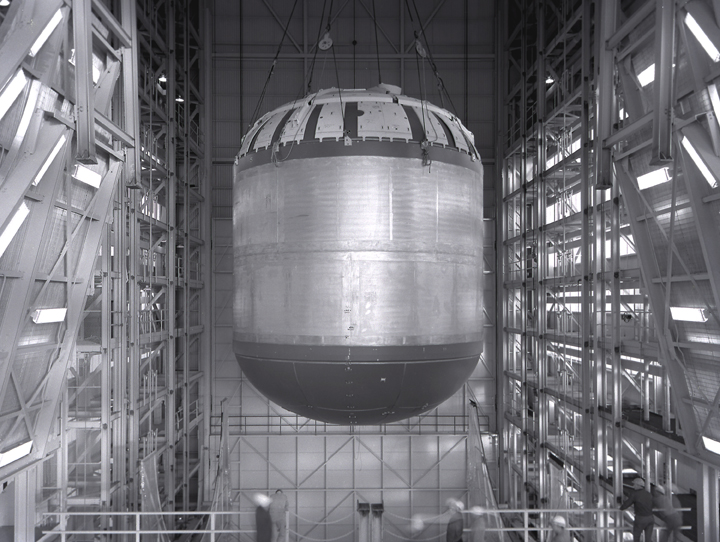
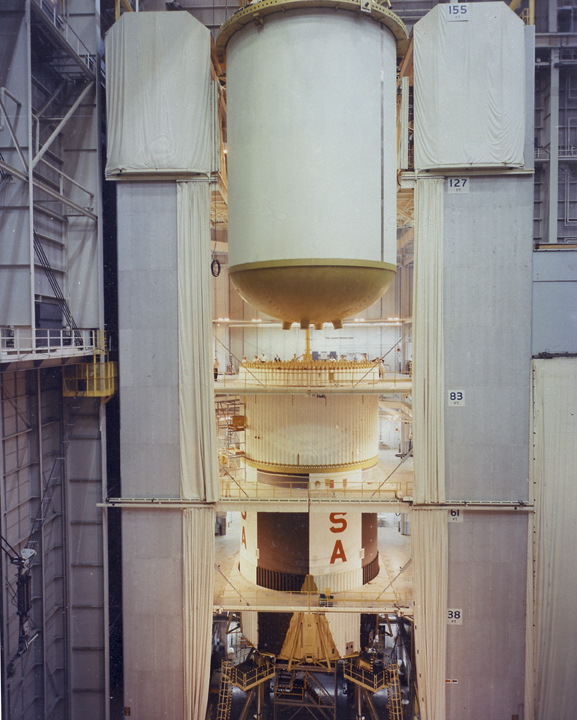
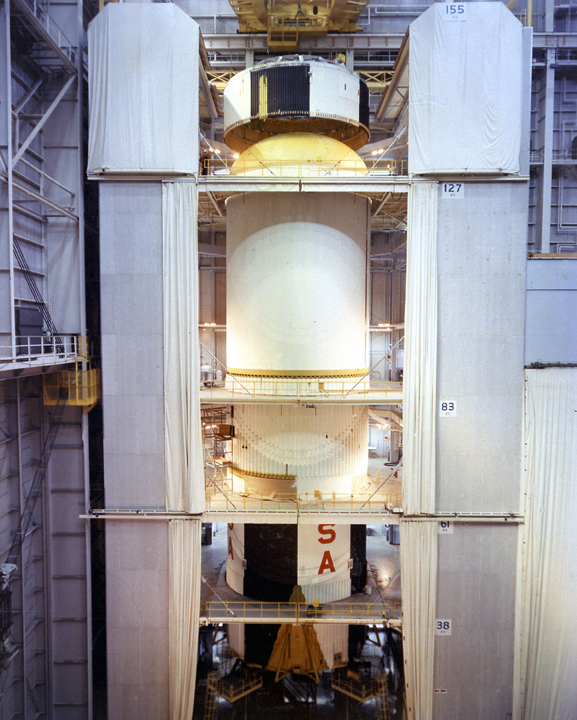
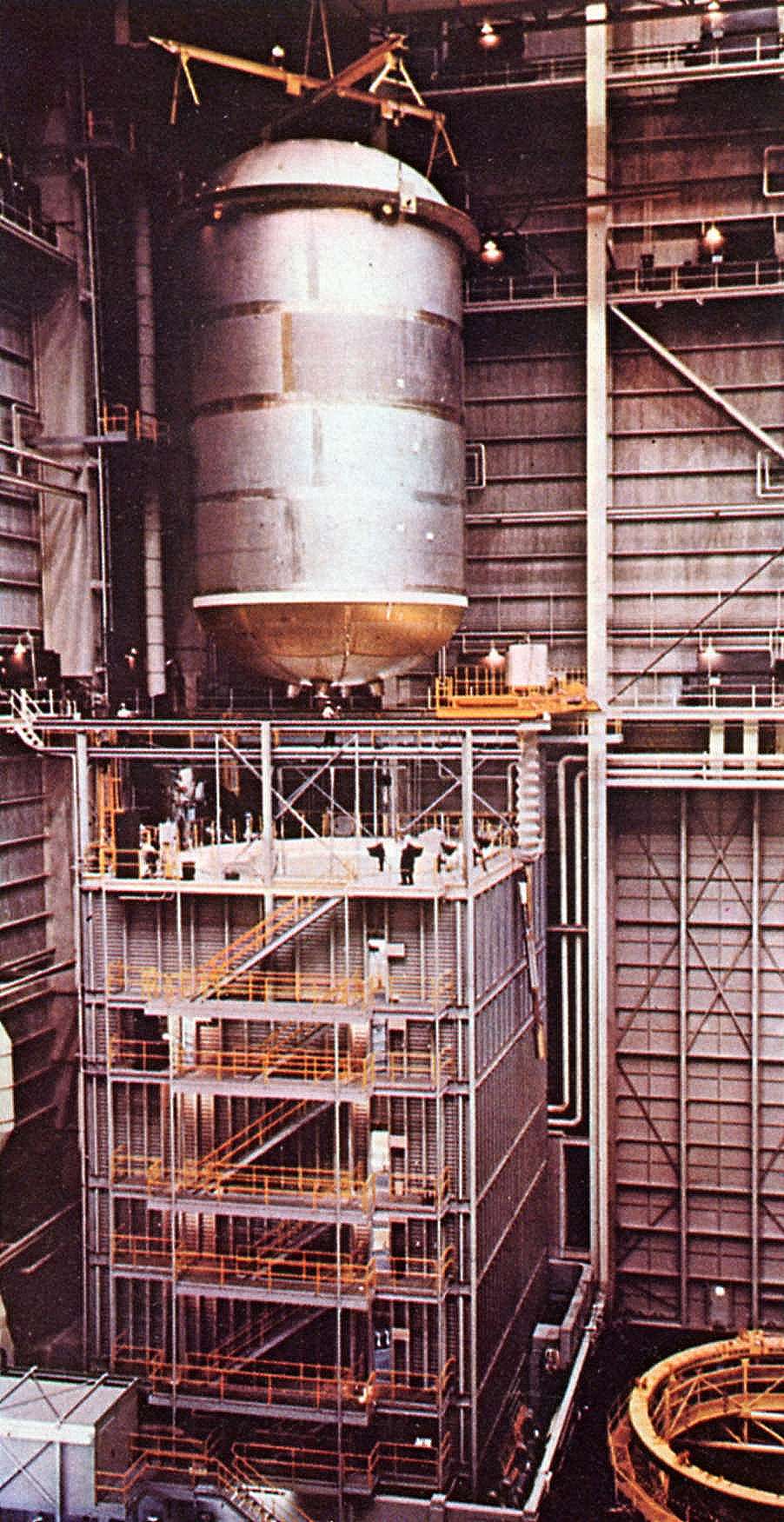
Assemblage des réservoirs du S1C à l'horizontale au centre Marshall
Assemblage des réservoirs du S1C à la verticale chez Michoud Dans la bâtiment vertical à Michoud, les réservoirs sont assemblés et testés hydrostatiquement à 105% de la pression nominale de vol. Calibrés, nettoyés, ils sont ensuite associés à la baie de propulsion. L'étage complet est ensuite posés à l'horizontale sur sa remorque et amené dans la petite baie pour le montage des moteurs. Les moteurs F1 après leur test à Edward AFB, en Californie étaient transportés par avion C133B cargo. A partir de 1967, ils le seront aussi bien par avion que par bateau.
Le test hydrostatique n'est qu'un des 12 tests que subit l'étage avant son vol. Chaque étage passe par un examen aux rayons X et à un tests de charge. Chaque S1C attend 10 semaines dans une cellule de test pour être complètement vérifié avant son envoie au MTF. Boeing Wishita fabrique 90% des éléments du S1C et les envoie à Michoud ou à Marshall pour former l'étage complet.
Chaîne de production à Michoud. Les problèmes rencontrés au début du programme ont été résolu bien avant une impasse sérieuse. La construction d'un étage de fusée ne ressemble pas à celle d'un avion. En 1963, les problèmes de soudure dure près d'une année. Des morceaux du S1C-T sont mis à la poubelle suite à des défauts dans les soudures de ses réservoirs ce qui retarde sa fabrication de 6 semaines. Une cloison du réservoir LOX du S1C-S est mis à la poubelle pour sa "mauvaise qualité" en octobre. Dans le même temps, la fabrication du S1C-T est repoussée de 19 semaines suite à un manque d'éléments dans la structure de propulsion. En novembre, les responsables sont pourtant confiant, le programme n'étant seulement ralenti que de trois mois.
Le S1C-T appelé le " T Bird " est un étage en configuration de vol servant au essais statique au banc. Le S1C-T est mis au banc d' essais du centre Marshall le 1er mars 1965 et mis à feu le 15 avril suivant. Le premier test de longue durée est réalisé le 15 août. Le S1C-T réalisera 15 mis à feu. En octobre, il est envoyé au nouveau banc d' essais du centre MTF. Le 3 mars 1967, il réalise sa première mis à feu au MTF. L'étage retourne au centre Marshall fin mars. Des tests supplémentaires sont réalisés jusqu' en octobre. Le T Bird a accumulé 22 mises à feu. En 1976, il est envoyé au KSC pour y être exposé avec d' autres étages supérieurs à coté du VAB.
Marshall commence à construire le S1C-S " Structural " et le S1C-F " Facility " des étages testés entre 1963 et 64. Le S1C-S n' a pas de moteurs et sert pour des tests d' effort et de vibration au centre Marshall. Le S1C-F lui a qu' un seul moteur F1, le central, les autres étant factices. Il est envoyé au KSC en janvier 1966 et assemblé sur un ML avec ses étages supérieurs pour valider les installations du LC 39 de mai à septembre 1966.
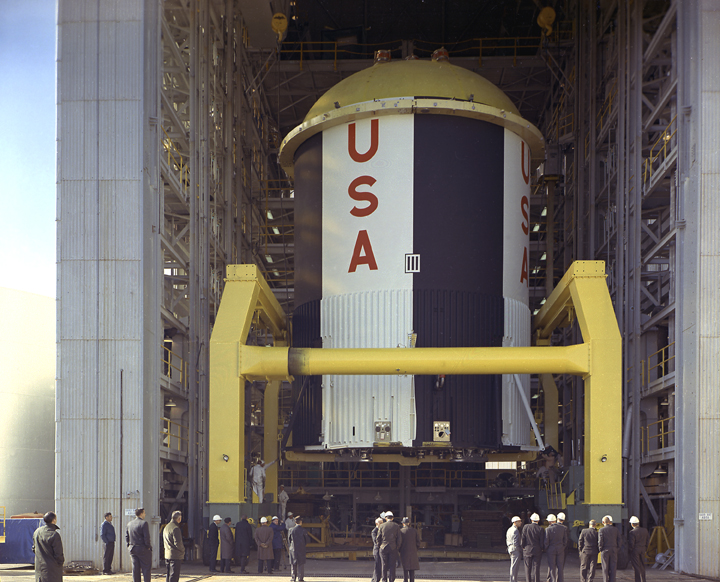
Les équipes de Boeing chez Michoud à la Nouvelle Orléans ont construit la maquette réelle de la baie de propulsion du S1C. Le S1C-D est envoyé à Marshall en Alabama en octobre 1965. le 31 janvier 1966, il est érigé dans le stand dynamique et testé avec le S2 et S4B " spacer " durant toute l' année. Au printemps 1967, il est testé avec le S2 F/D et un lanceur complet pendant 10 semaines. Il est actuellement en exposition à Huntsville. Le premier S1C de vol pour Apollo 4 est terminé fin 1965. Il subit deux essais statiques sur banc au centre Marshall les 17 et 25 février 1966. En août, il est envoyé au KSC. Assemblé dans le VAB, il est amené sur le pad 39 dans l'été. Pour les observateurs, ce lanceur a quelques différences avec celui présenté en 1966 et dont les maquettistes et illustrateurs se sont inspirés par la suite. En effet la section appelée inter réservoirs du premier étage S1C a été repeinte en blanc alors qu'elle arborait un joli schéma de peinture noir et blanc. Les techniciens se sont aperçus que la couleur blanche à cet endroit réfléchissait mieux la chaleur évitant de créer des zones de température différentes à l'intérieur de l'étage. Le S1C 1 a été repeint dans le VAB après son assemblage sur le LUT mais à Michoud, 7 étages déjà peint comme la version 500F seront repeint et les autres seront peint selon les nouvelles directives. Le S1C-2 destiné à Apollo 6 est arrivé au KSC le 13 mars 1967 en provenance du centre Marshall où il a été testé au banc (juin 1966). Comme pour le S1C-1, il sera repeint dans le VAB. Les étages S1C-1 et 2 embarquaient des caméras de TV pour filmer la baie de propulsion ainsi que l'intérieur du réservoir LOX. D'autres caméras ont permit de filmer la séparation du S1C et du S2. 25 secondes après la séparation, la caméra était éjecté protégé dans une capsule hermétique et récupérée en parachute au large de l'océan Atlantique.
Séquence de séparation S1C-S2 Boeing a réalisé 13 étages S1C et 2 étages tests sous le contrat initial de décembre 1961. Le coût total a excédé de 1 milliard de $ le budget initial, mais à quand même permis à Boeing de réaliser 70 millions de $ de bénéfice. Le contrat a expiré le 30 septembre 1973. Boeing a réalisé avec le centre Marshall de Huntsville, le MSFC, 5 étages, à savoir 3 pour les essais S1C T, S1C S et S1C F, et les 2 premiers modèles de vol pour Saturn 501 et 502.
Les tests de mise à feu du S1C ont lieu au MTF, Missisipi Test Facility, prés de la Nouvelle Orléans, ainsi qu' au centre Marshall. Sur ces deux sites la NASA a construit 2 bancs d' essais de 124 m de haut. . Le S1C-T, S1C-1 , 2 et 3 ont été testé au centre Marshall entre avril 1965 et novembre 1966. Le centre MTF a testé les autres S1C jusqu'au 15 en 1970.
Le S1C à sec pèse 130 tonnes. Il repose à l' horizontale sur un véhicule à double roues équipé de 24 essieux directif. La base avec les moteurs est protégée par un film de plastique bleu. Le S1C part de chez Michoud sur une autoroute le reliant à la rivière Tenessee. Là, il est installé sur une barge et part vers le MTF pour des essais de mise à feu, 72 km plus bas. Il repartira, toujours en barge vers le KSC, via le golfe du Mexique.
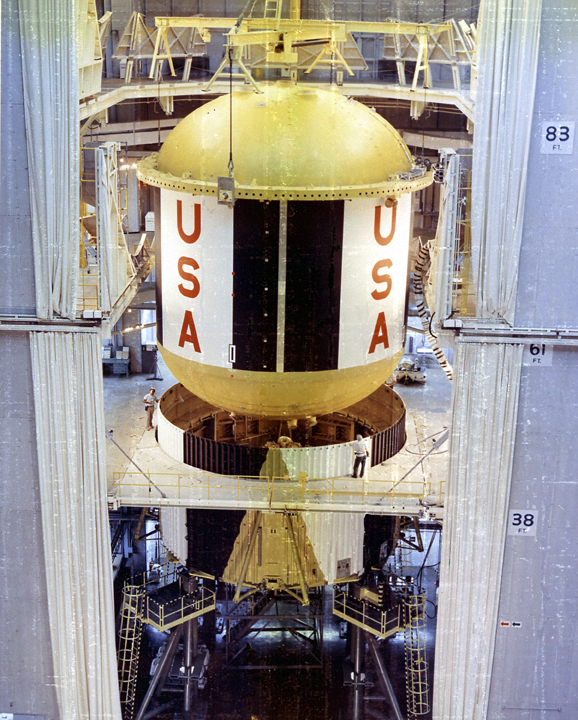
Le S1C arrive au KSC par la Banana River au Terminal Barge prés du VAB. De là, sur sa remorque, il pénètre dans les petites baies du bâtiment d' assemblage, est hissé dans l' allée de transfert jusque dans une des 3 trois grandes baies pour être fixé sur un des 3 Mobile Launcher. Sur le Mobile Launcher, le S1C est tenu par 4 crochets en aluminium forgé et acier, qui sont en fait les plus gros réalisés aux USA. Ils résistent à 50000 m tonnes de pression, il mesure 4,3 m de longueur pour un poids de 816 kg. 4 cônes aérodynamique protégent les moteurs extérieurs des charges aérodynamiques durant le vol. Les 4 ailerons mis en place durant l' assemblage sur le ML, sont en titane et supportent une température de 1100°C.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| LES MOTEURS DU S1C |
| SATURN 5, ETAGE S2 |