|
LES MOYENS DE PRODUCTION ARIANE 5
|
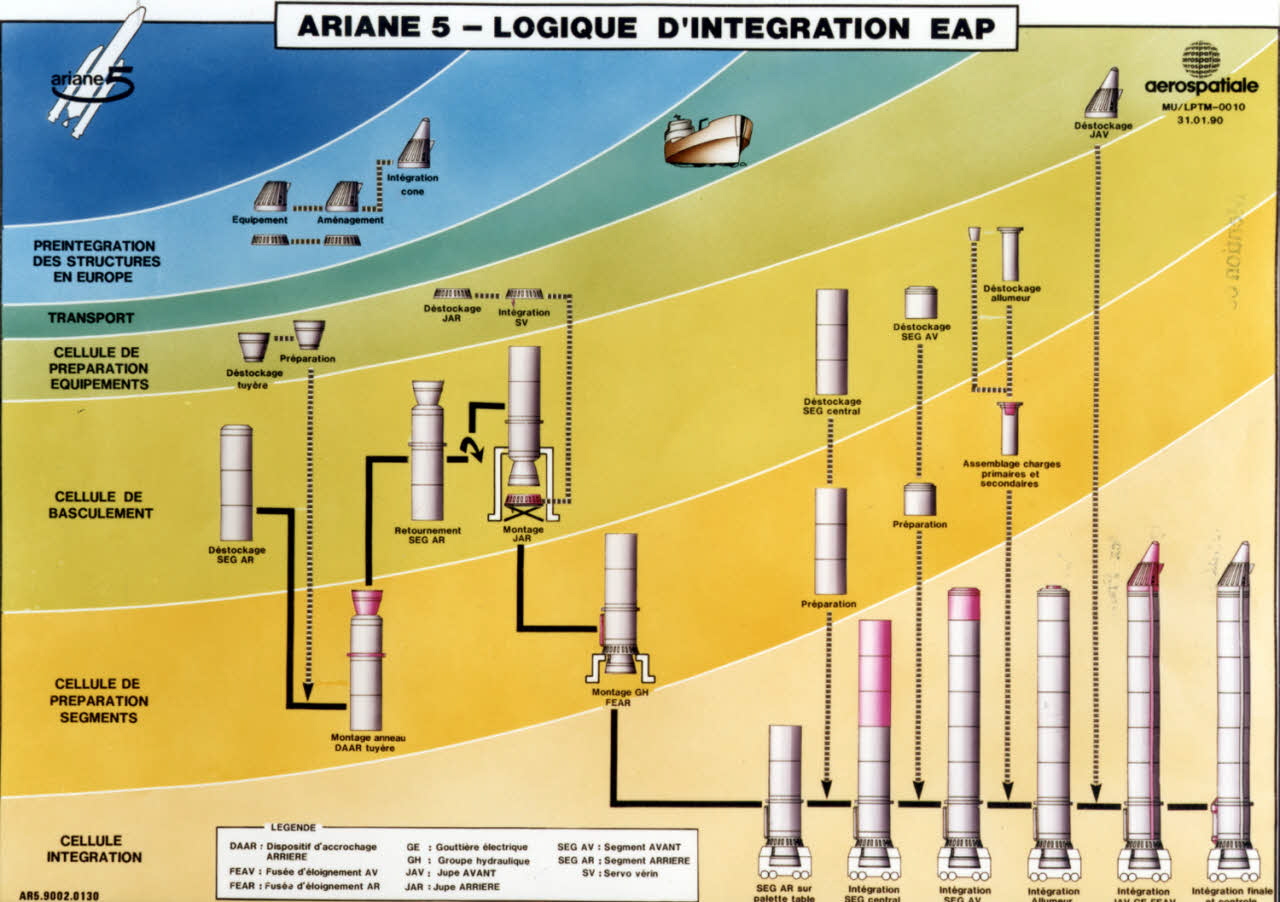
LES EAP
Le cycle industriel débute dans l' usine de MAN technologies à Augsbourg en Allemagne avec la fabrication de l' essai de timbrage (fuite) des enveloppes métalliques des segments . Les segments S2 et S3 sont constitué chacun de trois viroles assemblées par "tenon mortaise". Le S1 est une virole unique. Ces activités sont exécutées dans deux bâtiments, celui de fabrication et de timbrage.. Une machine de 500 tonnes façonne à froid les viroles à partir d' une ébauche en acier spécial dont elle réduit l' épaisseur de 40 à 8 mm et dont elle augmente la longueur d' environ 1 m à 3,5 m. un traitement de trempe/revenu précis donne ensuite à ces sections minces une résistance à la rupture de 1500 N/mm2. Le booster est constitué de 7 viroles et d' un dôme avant et arrière assemblé par un ensemble de clavette. Les laissons tenon-mortaises résistent à des forces de 50 000 N/mm2 pendant la phase d' allumage. Les enveloppes métalliques sont acheminées d' Augsbourg à Collefero, près de Rome (Italie) où l' isolation thermique interne (caoutchouc EPDM contenant de la silice et du kevlar fabriqué par la Snecma-SEP à bordeaux) est mise en place dans une usine spécialisée de Fiat Avio. Dans cette usine est aussi placé le système d' allumage. le segment S1 équipé de sa protection thermique est transporté jusqu' à l' usine de propergol à Collefero pour les opérations de coulée. les segments S1 et S2 munis de leur protection thermique sont directement acheminés à l' usine de propergol en Guyane UPG pour la coulée. la tuyère est fabriquée dans une usine de la Snecma-SEP à Bordeaux et acheminé vers Kourou pour être intégré au booster. L' allumeur est coulé dans l' usine de Fiat Avio et envoyé en Guyane pour intégration. BATIMENT DE TIMBRAGE ET D'ASSEMBLAGE DES CORPS DE PROPULSEURS NUS (CPN) EAP L'installation se trouve sur le site de MAN Technologie à Augsbourg.
LA SALLE DE MONTAGE ET D'ESSAIS DES GROUPES D'ACTIVATION MOTEUR (G.A.M.) ET GROUPES D'ACTIVATION TUYERE (G.A.T.) DES ETAGES CRYOTECHNIQUE (EPC) ET D'ACCELERATION A POUDRE (EAP) La salle d'essai Ariane 5 (3,8 m de haut et
330 m2 au sol en classe 100000) est située dans les bâtiments de SABCA
à Bruxelles (Belgique). Elle est contrôlée en propreté, en humidité et en
température. Deux bancs d'essai y sont installés. Ils sont constitués d'une structure métallique et fixés sur un bloc en béton monté sur amortisseurs. Les bancs, 9962 kg, hauteur utile de 2,2 m, longueur de 2,88 m et largeur de 1,6 m simulent les raideurs d'attache des servovérins et des structures adjacentes.
MOYENS DE PRODUCTION DE LA JUPE AVANT (JAV) ET JUPE ARRIERE (JAR) DES EAP Installée à Bruxelles (Belgique), l' usine assure la production et le contrôle des jupes des EAP grâce à un tour vertical à deux béliers dont un équipé d'un chariot croisé à commande numérique (hauteur 7 m).
|