|
ARIANE 6
|
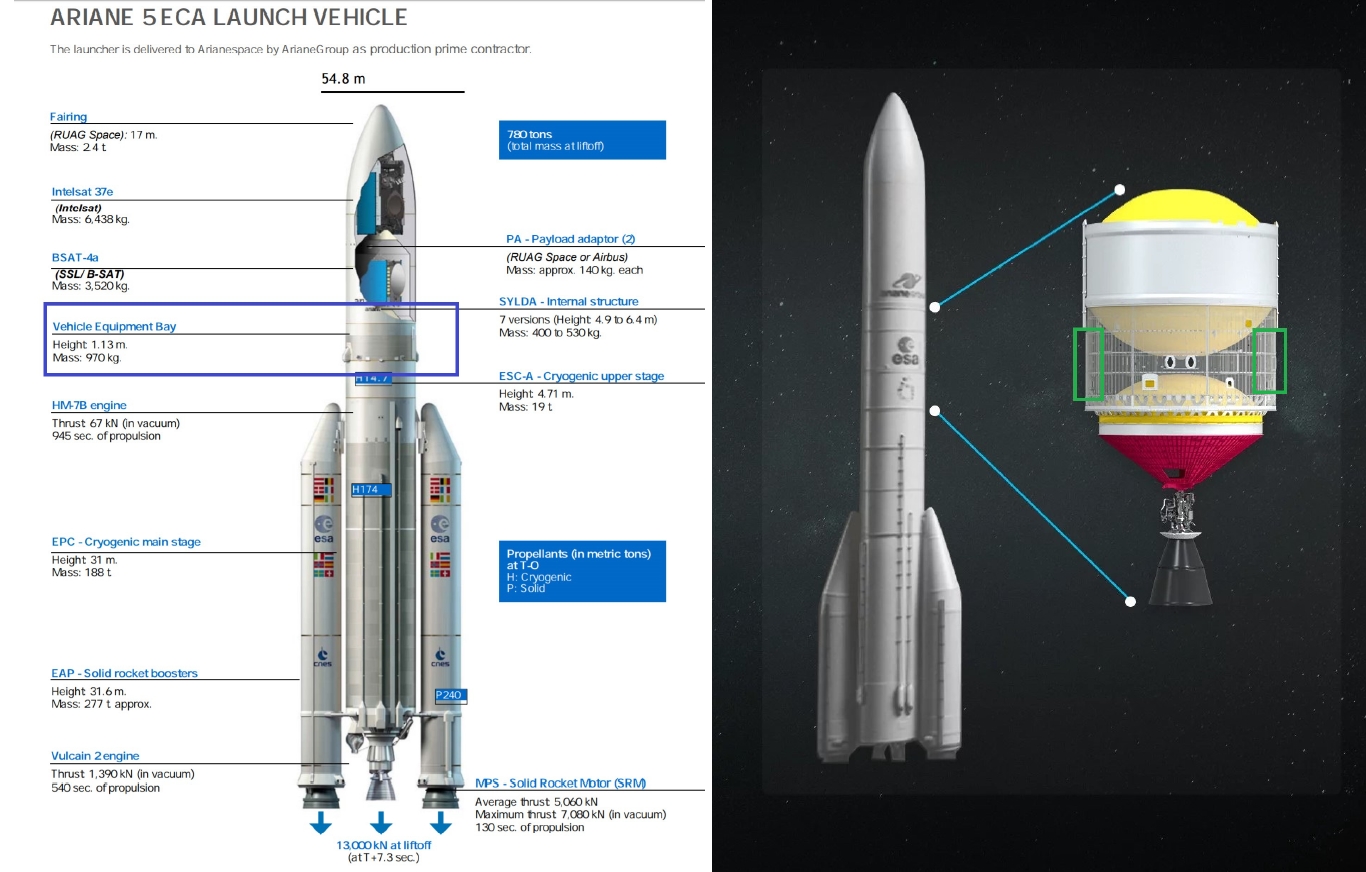
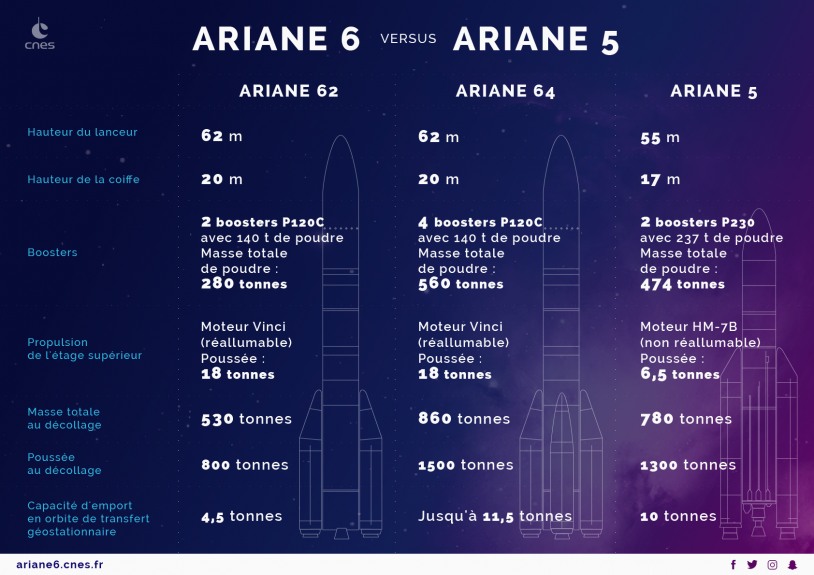
CARACTERISTIQUES D'ARIANE 6 Ariane 6, déclinée dans ses 2 versions, A62 et A64, sera à même de répondre aux attentes du marché des lancements de satellites de masse moyenne (jusqu'à 5t) et de masse lourde (jusqu'à 10,5t) en orbite de transfert géostationnaire (GTO).
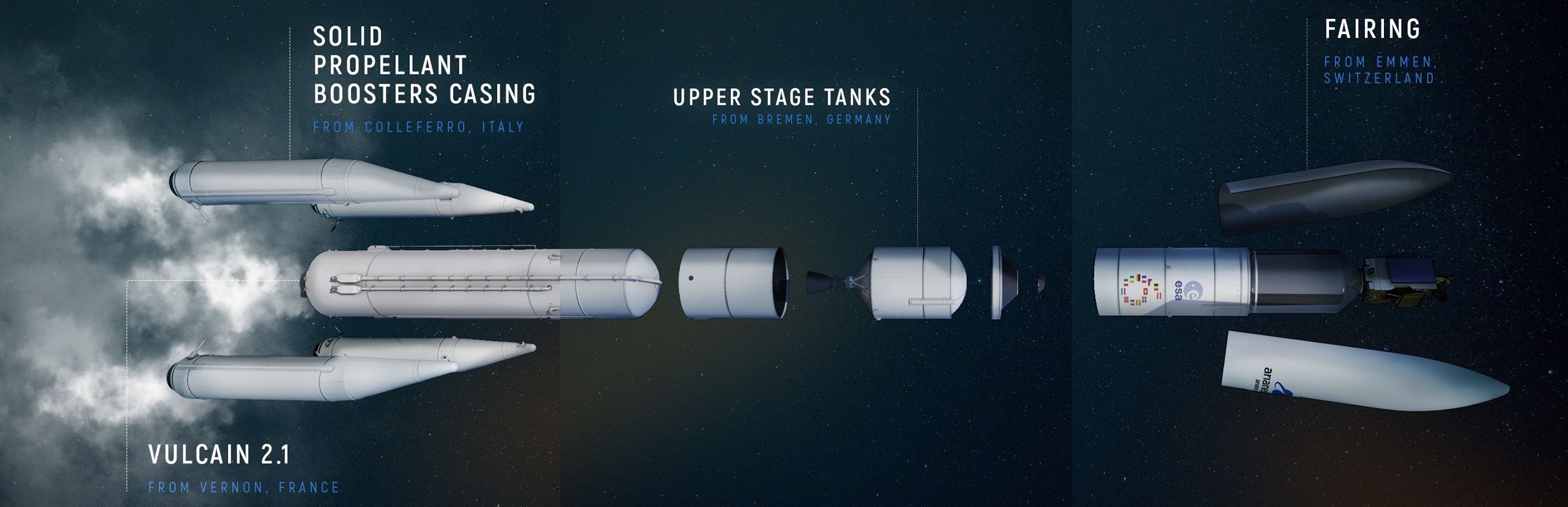
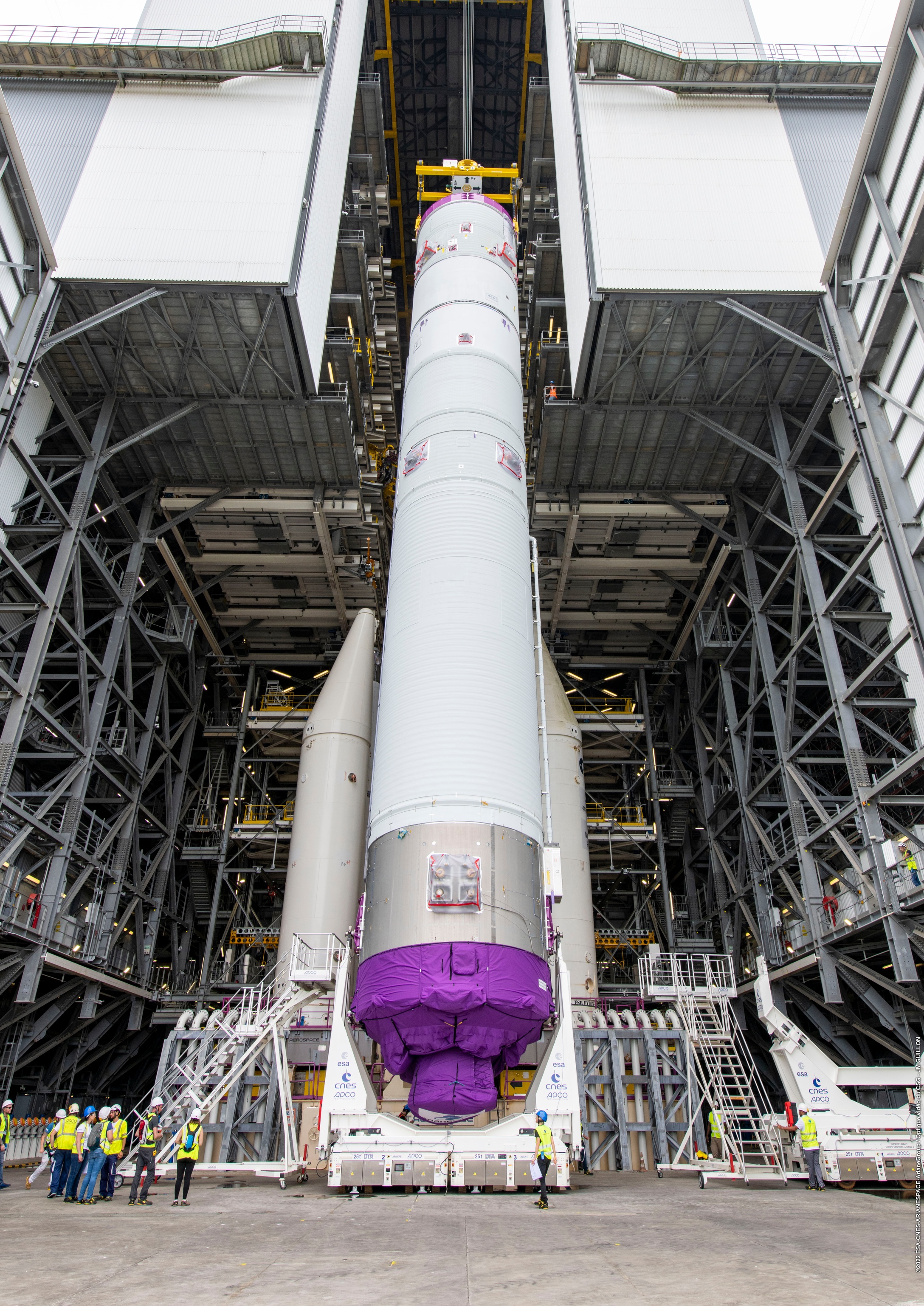
C'est en avril 2016 que la version définitive est adopté. 22 pays la construisent sous la direction d'ArianeGroup. Le lanceur mesure 70 mètre de hauteur pour un diamètre de base de 5,4 m. Selon le nombre de boosters accolés au corps central, la masse va de 500 à 800 tonnes et la poussée de 800 à 1500 tonnes. C'est un lanceur à la fois à propulsion liquide cryogénique avec l'étage inférieur dit "lower liquid propulsion module" (LLPM) H150 équipé d'un moteur Vulcain 2.1 et supérieur dit "upper liquid propulsion module" (ULPM) H30, équipé d'un moteur rallumable en vol Vinci et propulsion solide avec les boosters ESR, Equipped Solid Rocket, basé sur le P120 du lanceur Vega et dénommé P120C, C pour commun aux 2 lanceurs.
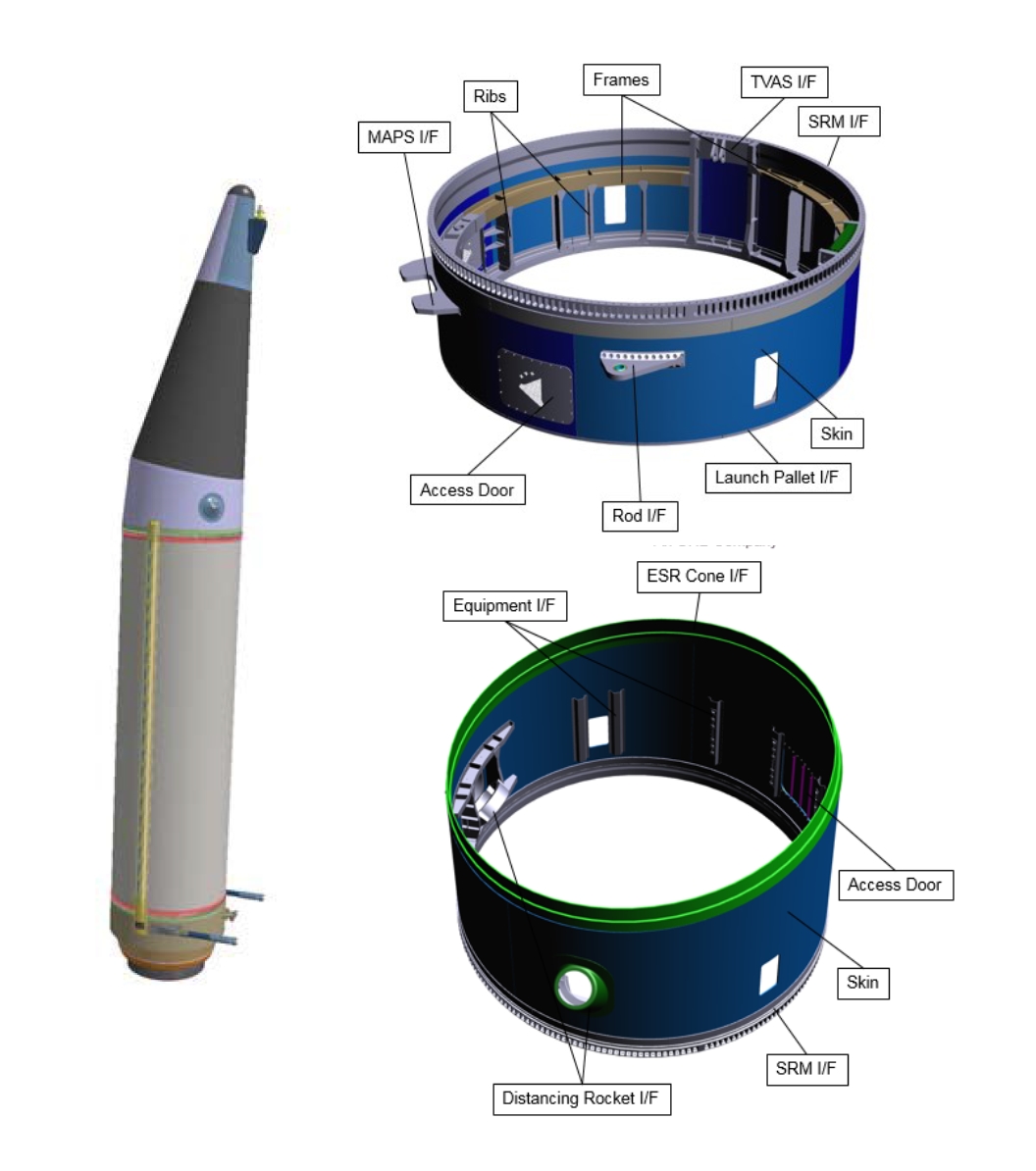
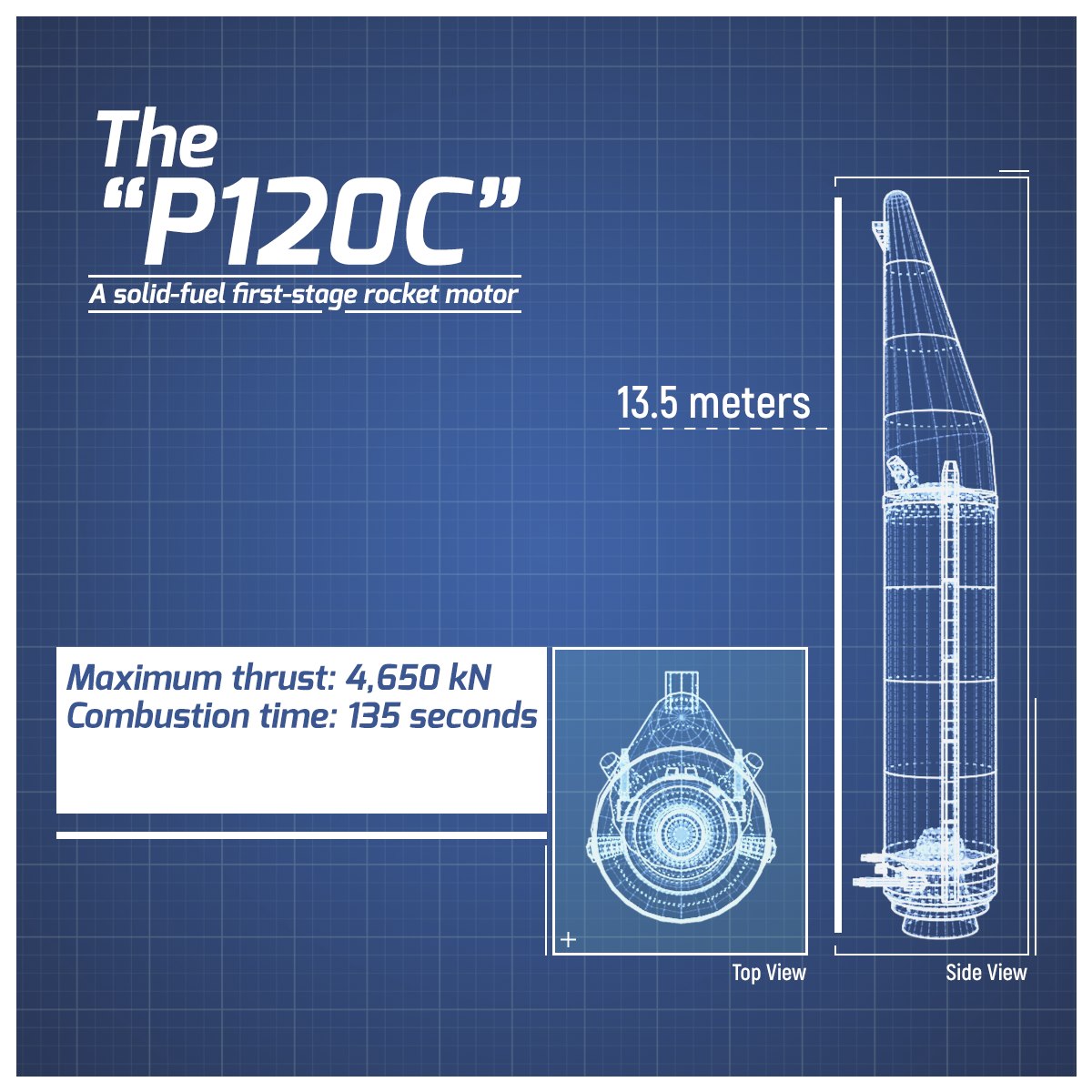
ESR Les boosters ERS (Equiped Solid
Rocket), les P120C sont au nombre de 2 ou 4 selon la version.
Il mesure 22 m de hauteur pour 3,4 m de diamètre et brule ses 140 tonnes
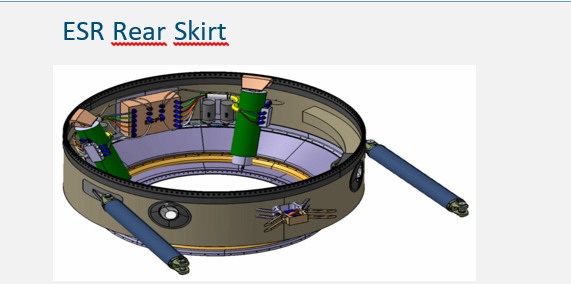
de propergols en 130 secondes, créant 450 tonnes de poussée. Chaque ESR est composé d'une jupe
cylindrique arrière qui s'adapte aux palettes de la table de lancement, le
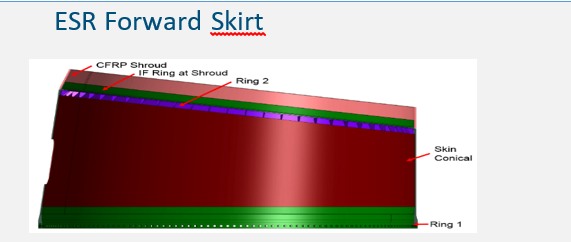
moteur P120C et la jupe avant avec son cône qui s'adapte au corps
central d'Ariane 6. Avio en Italie réalise l'enveloppe du booster en
fibre de carbone
(feuilles époxy pré-imprégnées de tissu enroulé et automatisé). La tuyère, entièrement nouvelle,
constituée de divers matériaux composites dont carbone/carbone, est réalise près de
Bordeaux par le groupe B-Line d'ArianGroup au Halian près de Bordeau.
La tuyère peut également être pivotée de 7° ce qui permet de diriger le
lanceur. Le cône avant est
fabriqué en Espagne.
La fabrication des ergols, le chargement et l'intégration
finale du moteur ont lieu en Guyane française dans l'usine REGULUS.
Le col de la tuyère, du P120 C, là où la chaleur est la plus élevée avec 3000°C, est faite d'une une structure tissée en carbone. La spécificité du processus est d’ajouter des fibres courtes à une trame initiale à l’aide d’aiguilles spéciales, ressemblant à de petits harpons. La forme torique est ensuite cuite à très haute température pendant plusieurs semaines, ce qui permet d’obtenir une pièce carbone-carbone extrêmement solide et légère. Ce matériau a d’ailleurs la caractéristique de devenir plus solide sous les hautes températures, qui ajoutent des molécules de carbone. Le processus est automatisé grâce à une machine qui s’occupe de façon autonome du tissage. La production de cette pièce est de 4 jours pour Ariane 6 (4 semaines pour Ariane 5). Le nombre de pièces passe de 6 à 3, avec une tuyère en une seule pièce. Cette tuyère est composée d’un tissu de carbone imprégné de résine phénolique. Sa production est réduire en terme de manipulation. Une fois fini, elle est habillée pour être protégée, puis installé sur un mandrin. Sa face extérieure est usinée, avec un contrôle qualité classique et un contrôle non-destructif (CND). L’état est figé entre deux étapes dans une chambre à vide. Elle est ensuite posée sur un sapin d’usinage qui permet d’usiner la pièce pour les phases de contrôle. La pièce ne bouge pas de son support pendant toutes ces opérations. Le montage de la tuyère des accélérateurs P230 d’Ariane 5 nécessitait près de 1 200 h sur 100 jours ouvrés pour assembler 17 éléments. Les tuyères des P120C d’Ariane 6, composées de dix éléments ne demandent que 500 h de travail sur 38 jours ouvrés.
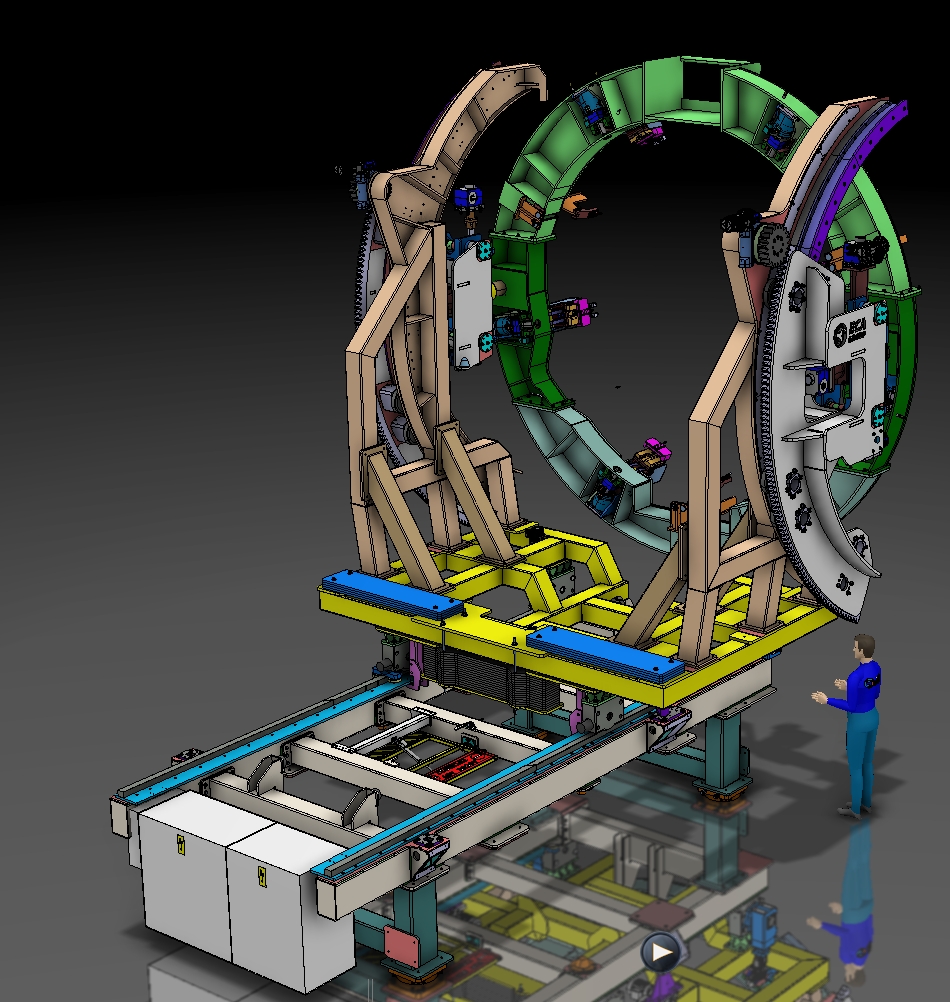
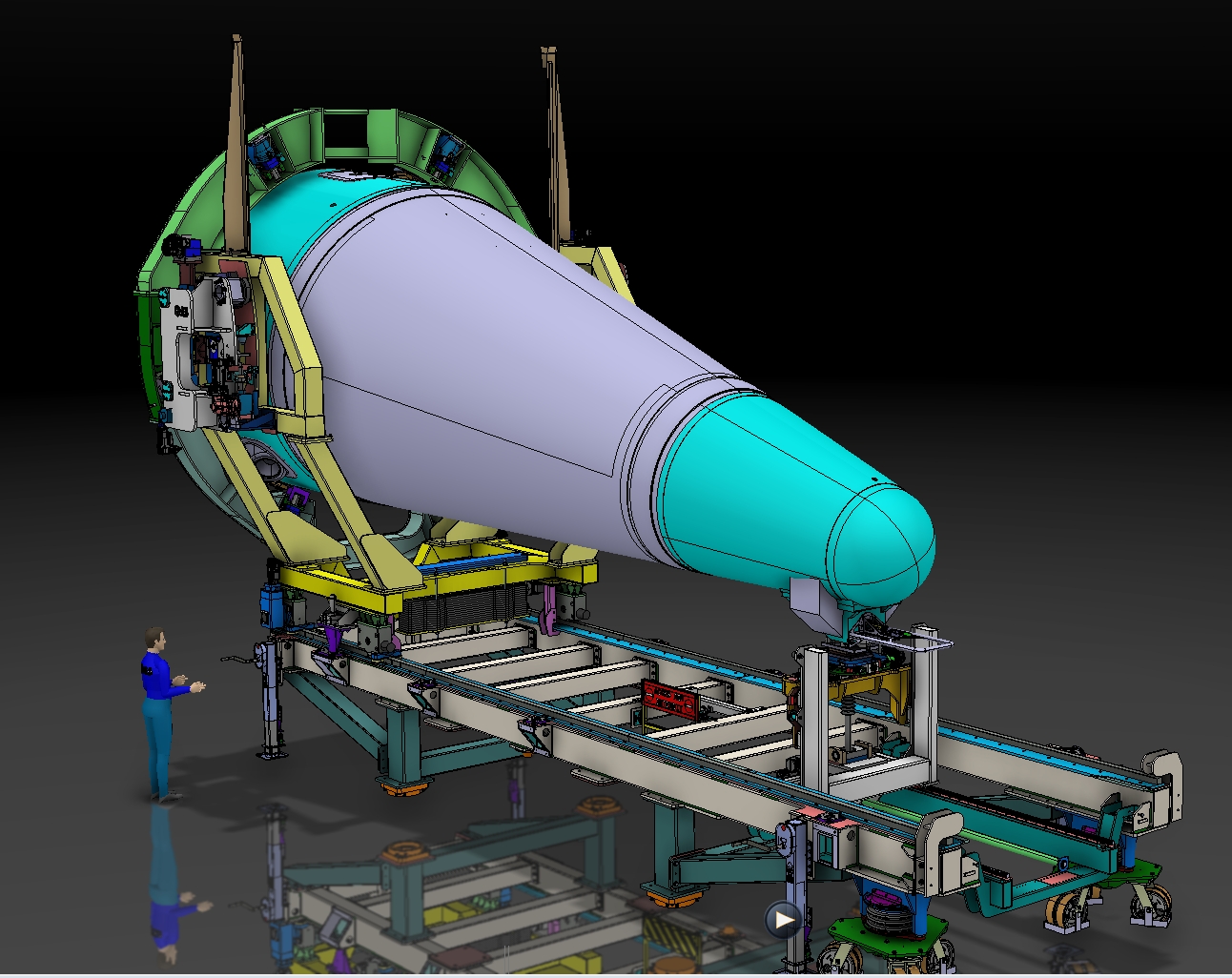
Outils d'assemblage du ESR dans le BIP
Cône avant des ESR, fabriqué par APCO Technologies, de même que les attaches arrières au CCA6
Partie avant et cône des ESR en fabrication chez Airbus Defense & Space en Espagne
Les jupes arrière et avant du booster ESR, 3,75 m de diamètre sont fabriquée par la société Tchéque Klato ATC Space s.r.o. à Klatovy.
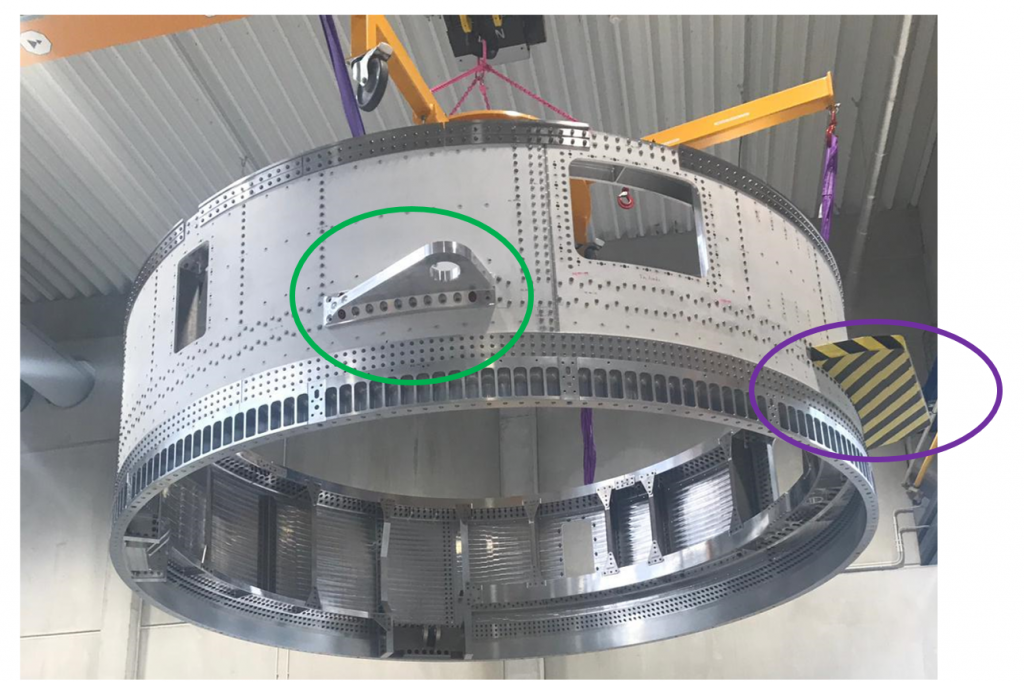
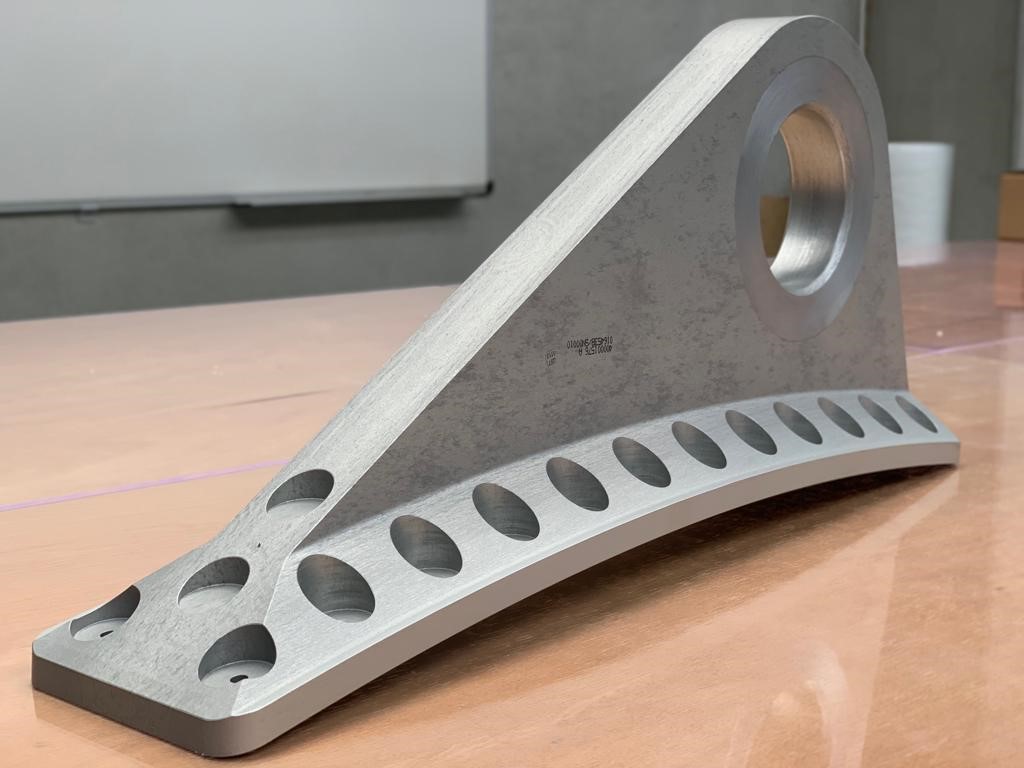
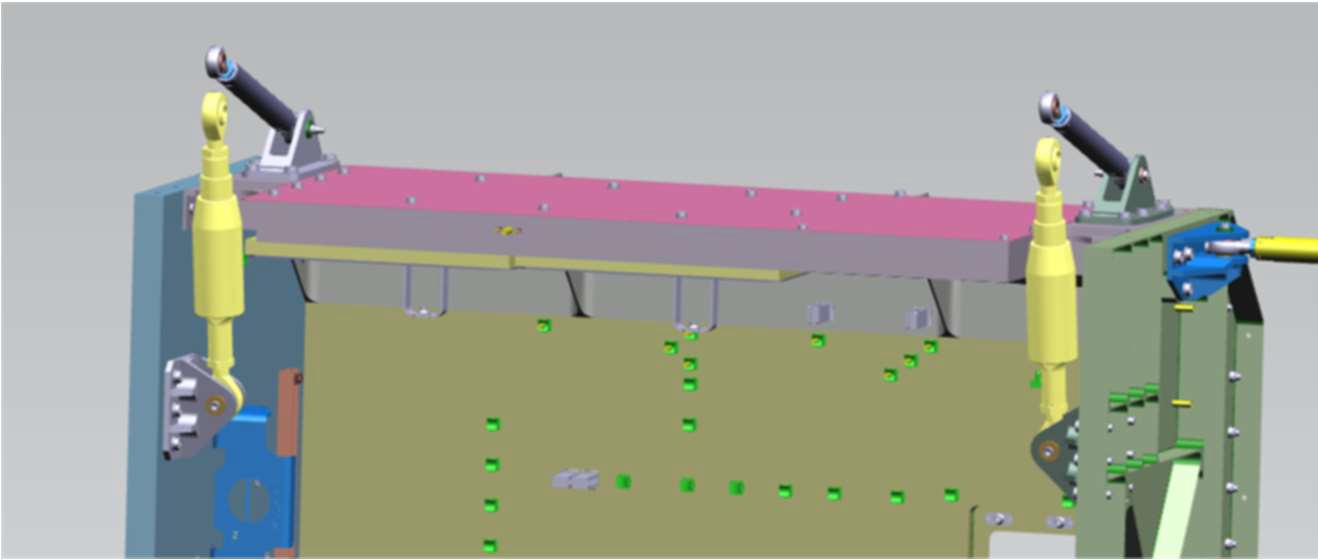
La pièce de transfert de poussée fixée sur la
structure (en vert) est en aluminium et ne pèse que 10 kg. Elle doit
résister à une charge de 36 tonnes soit la traction de 12 éléphants
d'Afrique. La pièce à à droite, en violet est le
joint d'assemblage "REAR
Skirt - Rod Fitting", qui
sécurise la connexion des
moteurs d'appoint à l'étage central d'Ariane 6. La connexion de
l'étage principal se fait en deux points : (Joint de montage et
Support de montage)
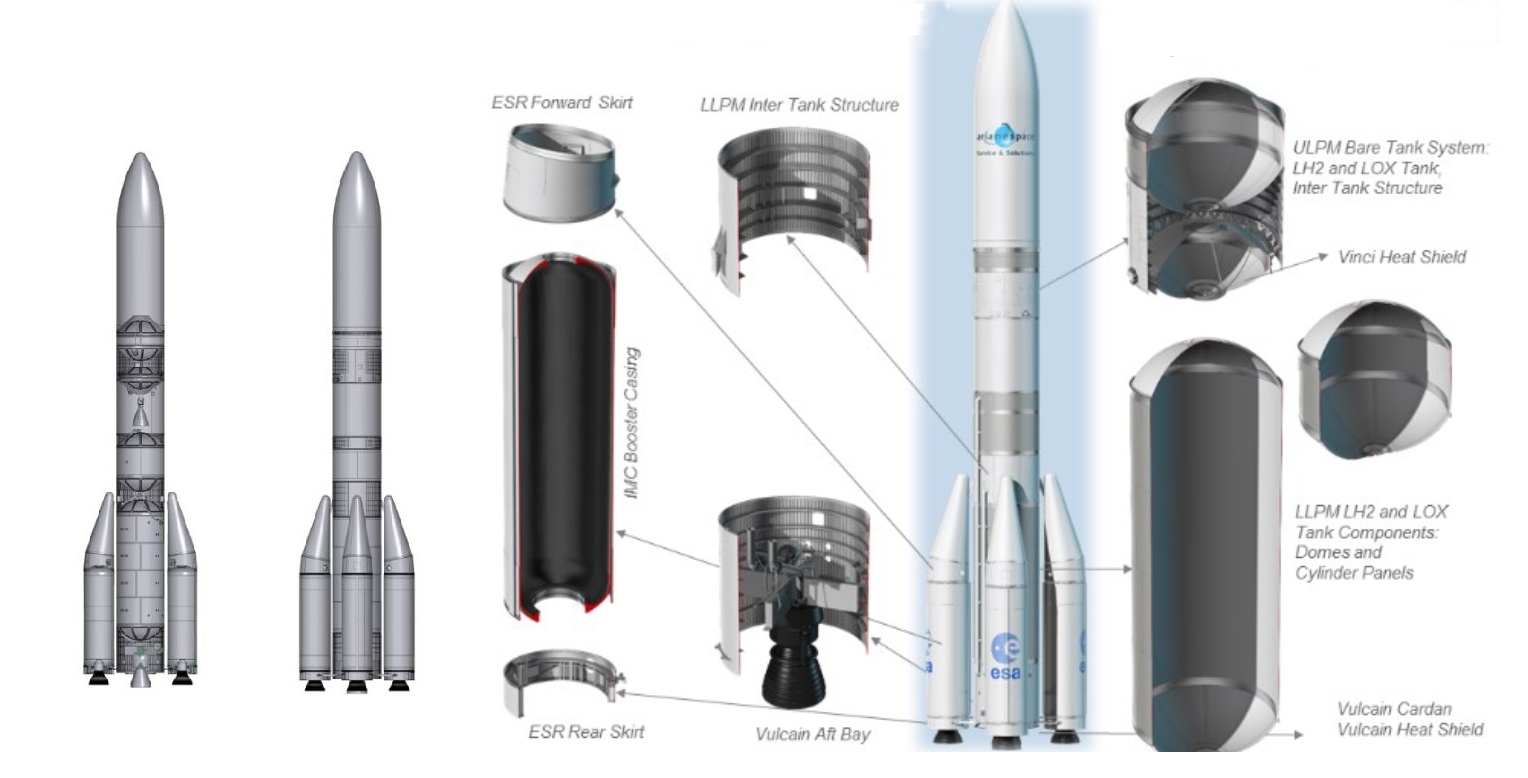
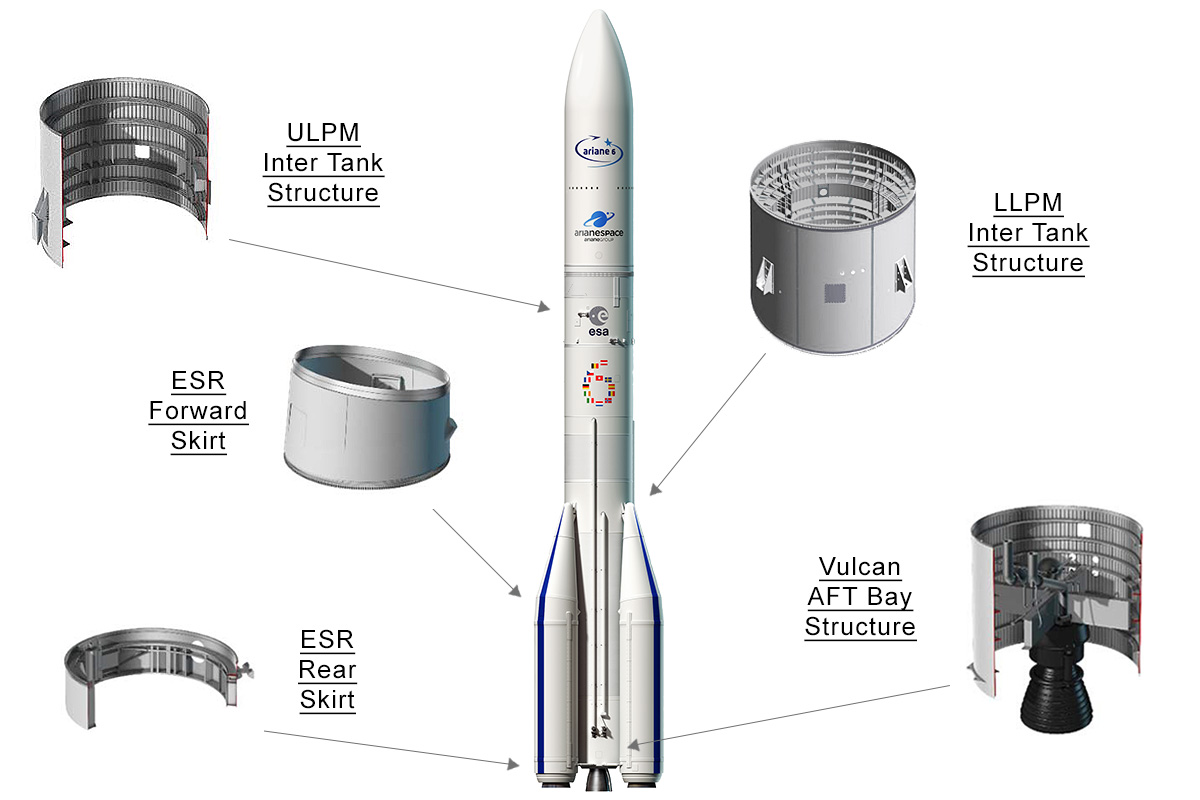
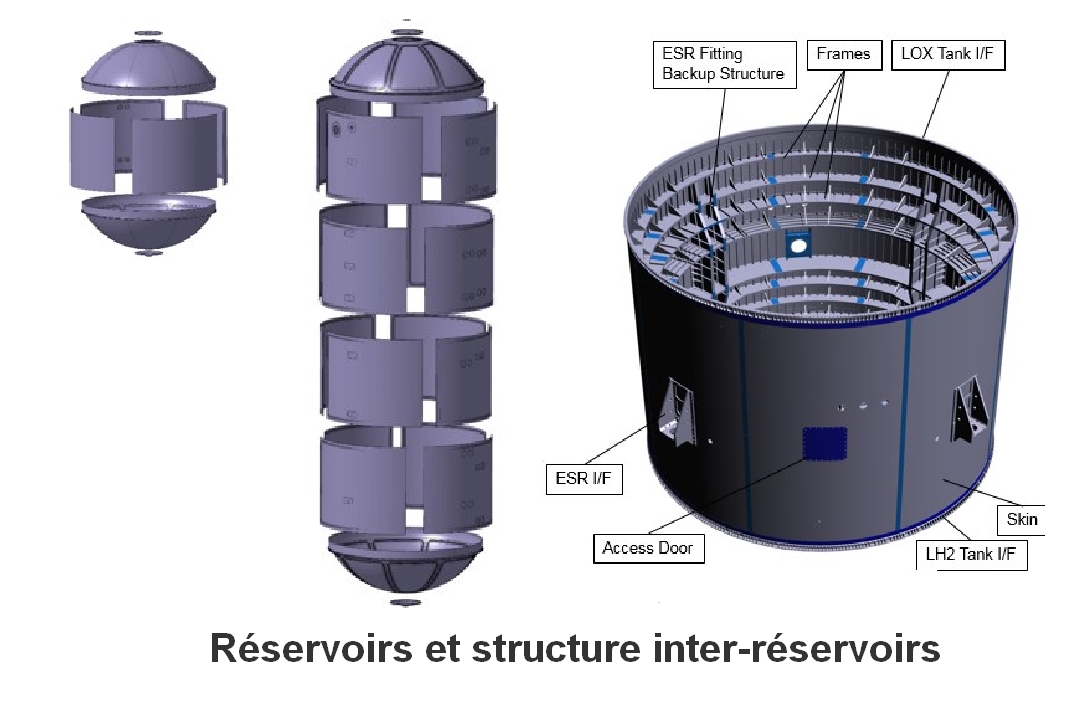
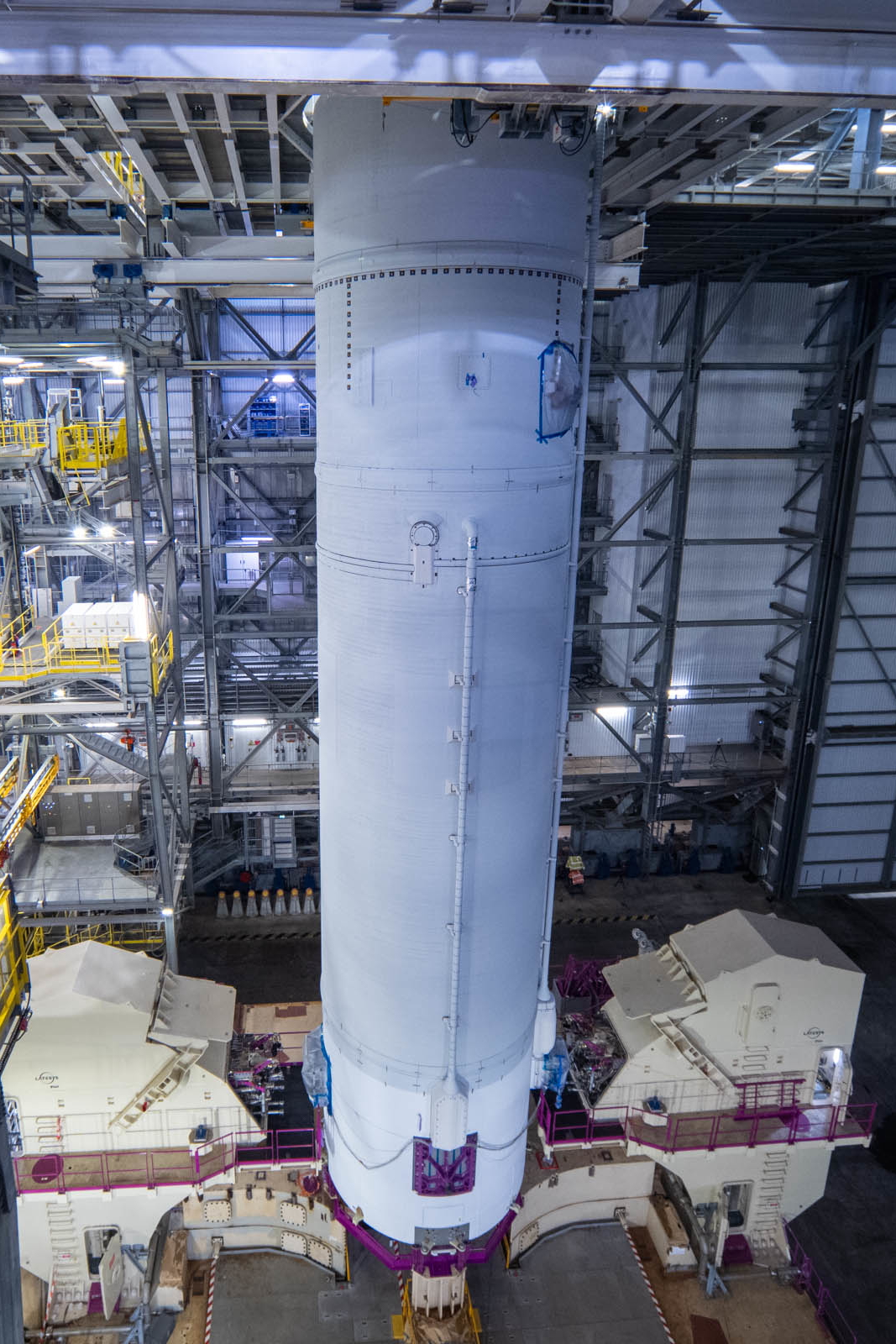
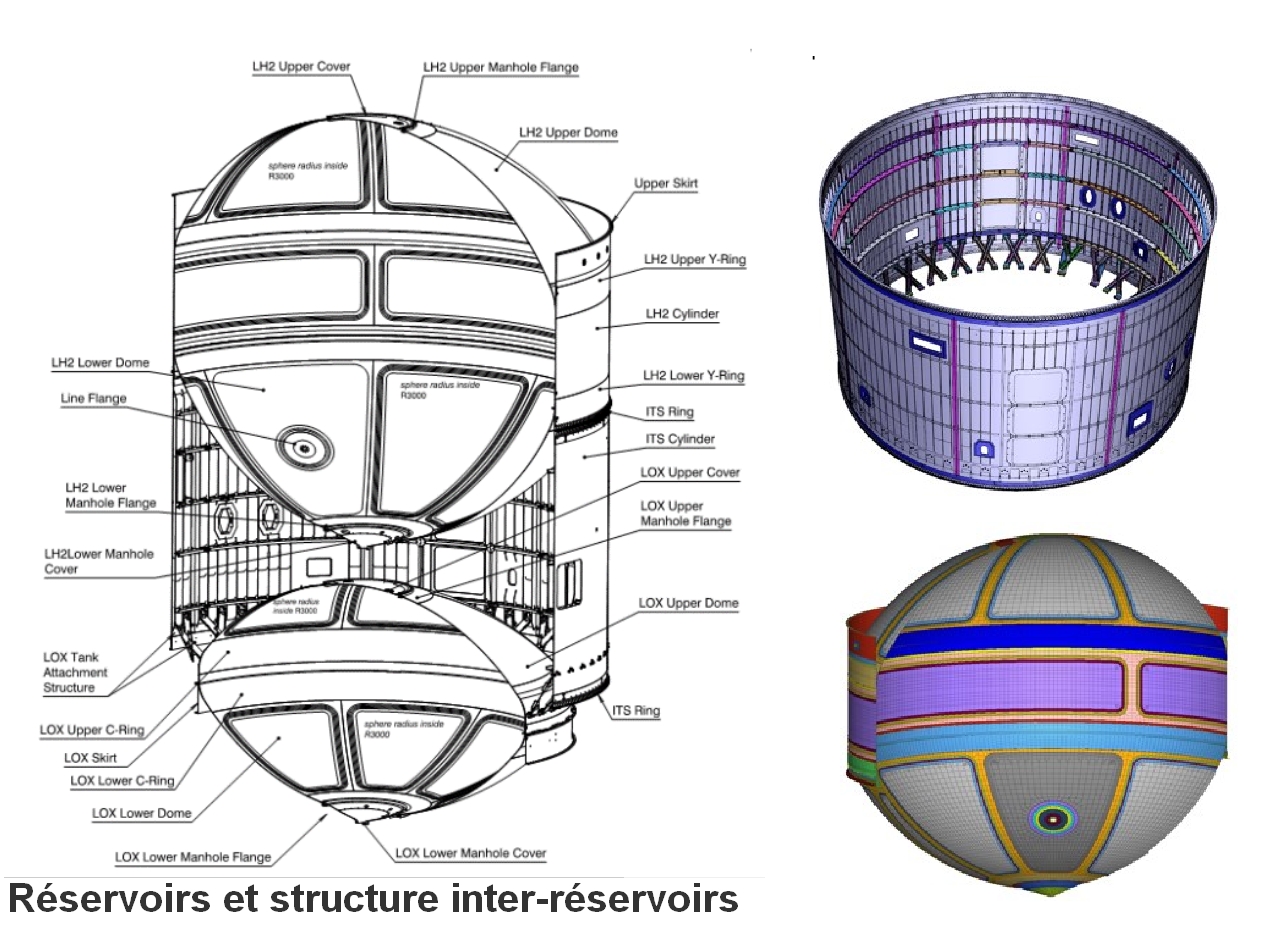
Evolution des moteurs à propergols solide en Europe avec les tests Q2 d'un EAP Ariane 5 en juillet 1995, QM4 d'un P80 pour Vega en décembre 2007 et QM2 d'un P120C pour Ariane 6 en octobre 2020 LLPM Le premier étage, Corps Central AR6 est dénommé LLPM (Lower Liquid Propulsion Module), C'est un "EPC" raccourci. Il contient 140 tonnes d'ergols cryogéniques. Sa propulsion est assurée par un moteur Vulcain 2.1 de 135 tonnes de poussée qui fonctionne 460 secondes. L'étage est constitué de 2 réservoirs LH2 et LOX (2 fonds et un cylindre pour le réservoir LOX et 2 fonds, 4 cylindres pour le réservoir LH2), une interface de jonction (Inter Tank Structure) assurant aussi les efforts de charge des ESR et la baie du moteur Vulcain (Vulcain Aft Bay).
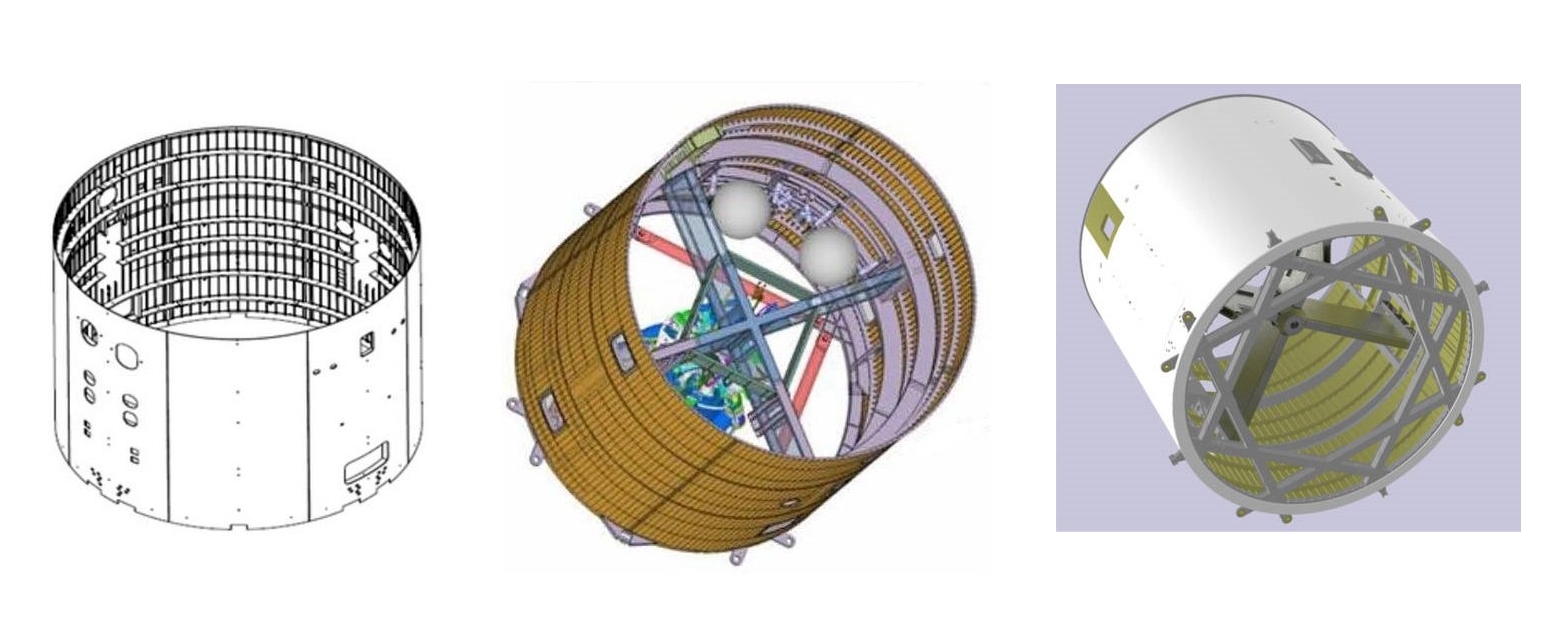
La VuAB ou bâti-moteur du moteur Vulcain à la base de l'étage. C'est une structure cylindrique en aluminium 7075 et 7050 faite de 50 000 pièces. Elle est haute de 5,2 m pour un diamètre de 5,4 m. La société d'ingénierie Hollandaise Pentacon a développé une structure support pour le transport de la VuAB entièrement assemblée.
Les réservoirs hydrogène et oxygène de l'étage LLPM ou étage inférieur AR6 avec la jupe ITS, supportant les attaches avant des ESR.
Construction du réservoir LOX du LLPM aux Mureaux
Réservoir LH2 et jupe ITS du LLPM
Le LLPM Inter Tank Structure, fabriqué par la société tchèque ATC Space
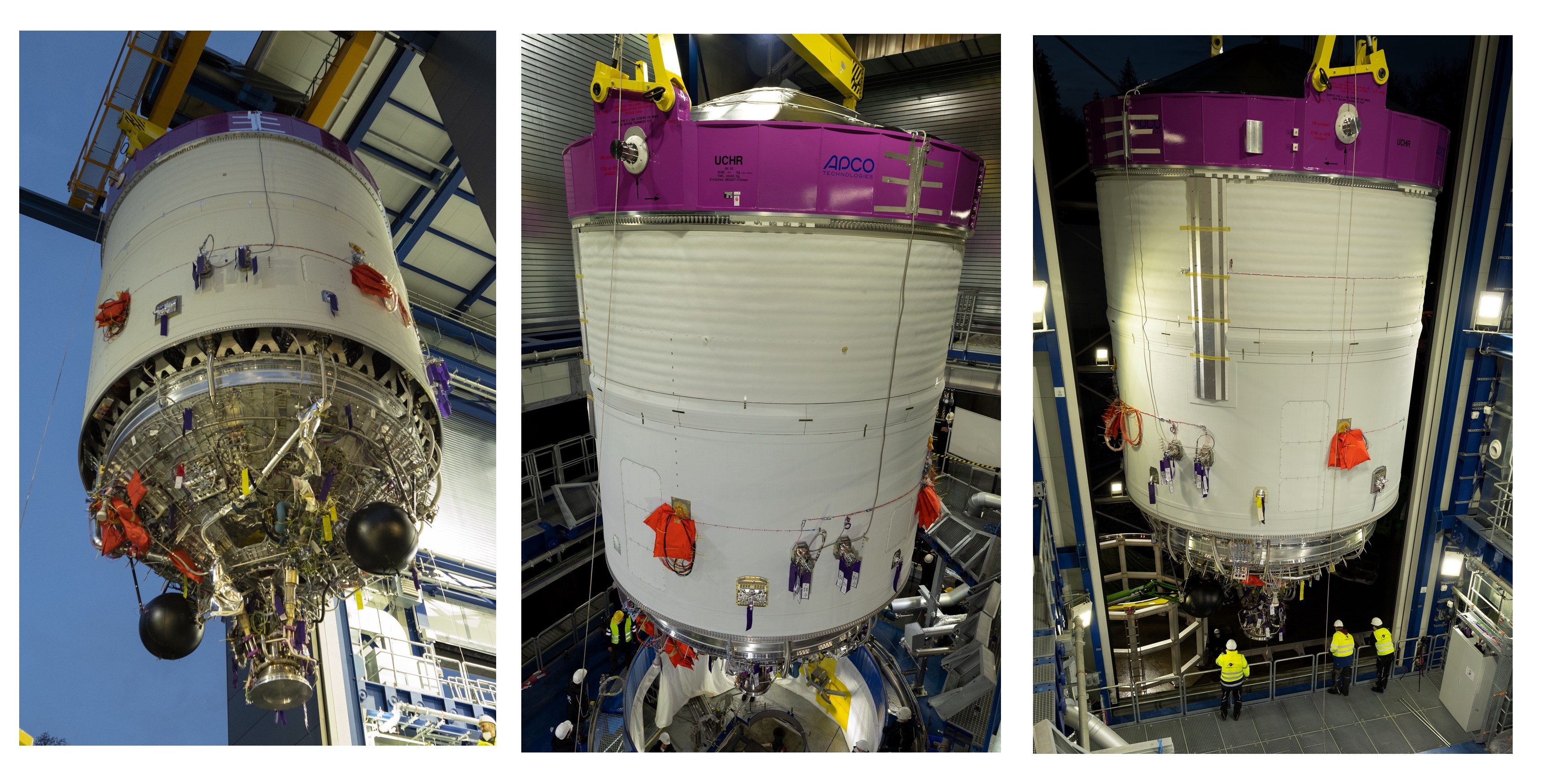
ULPM
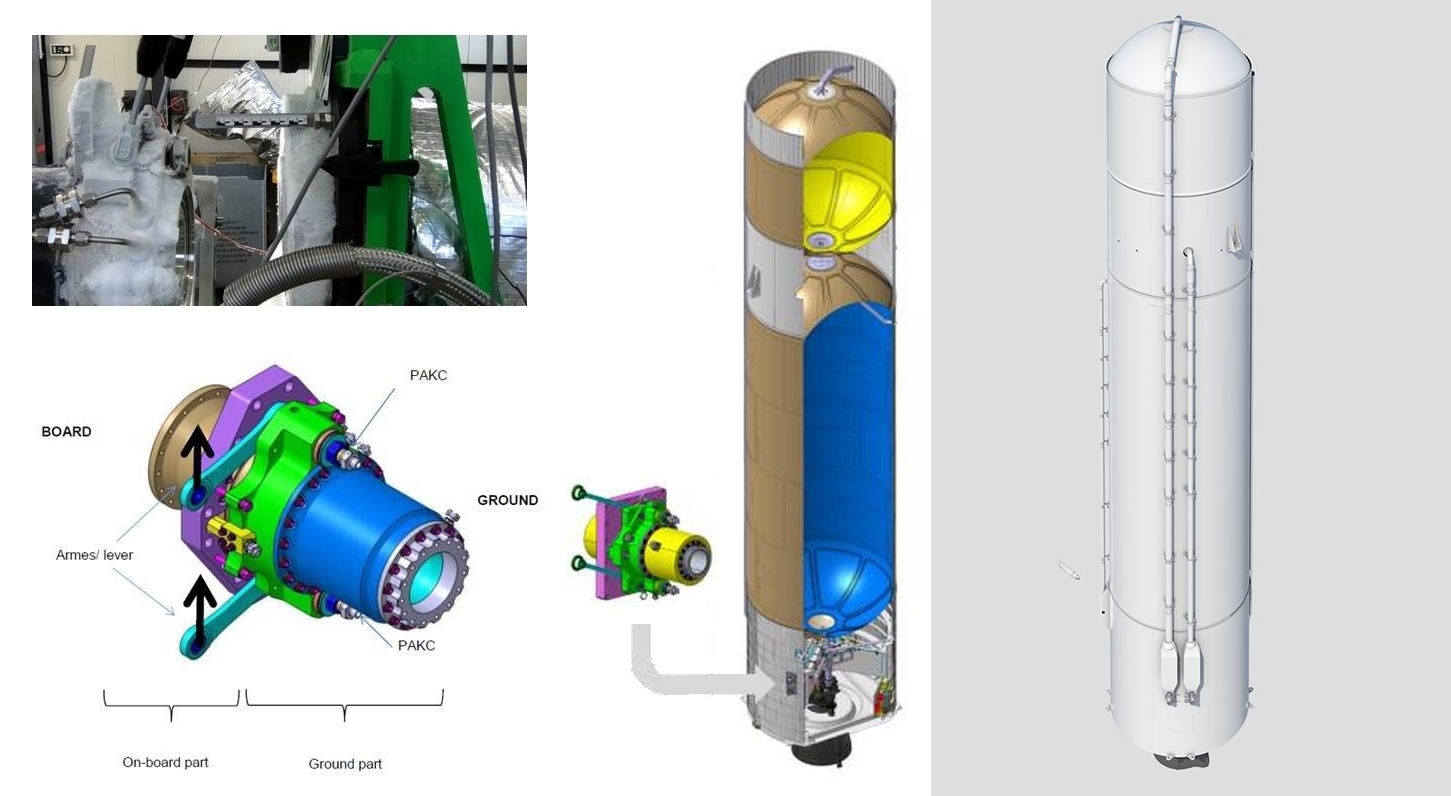
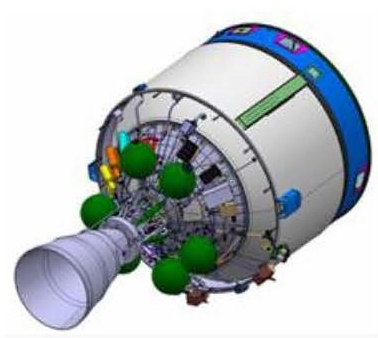
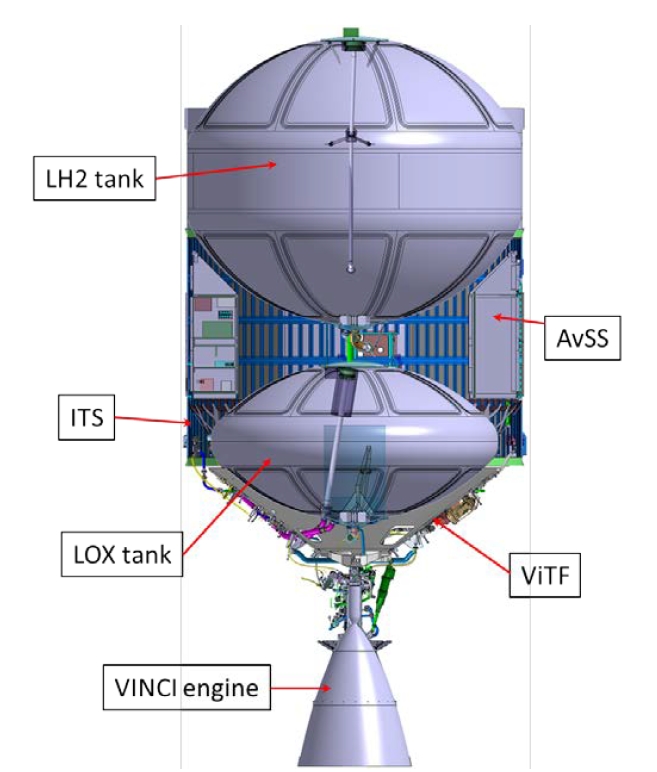
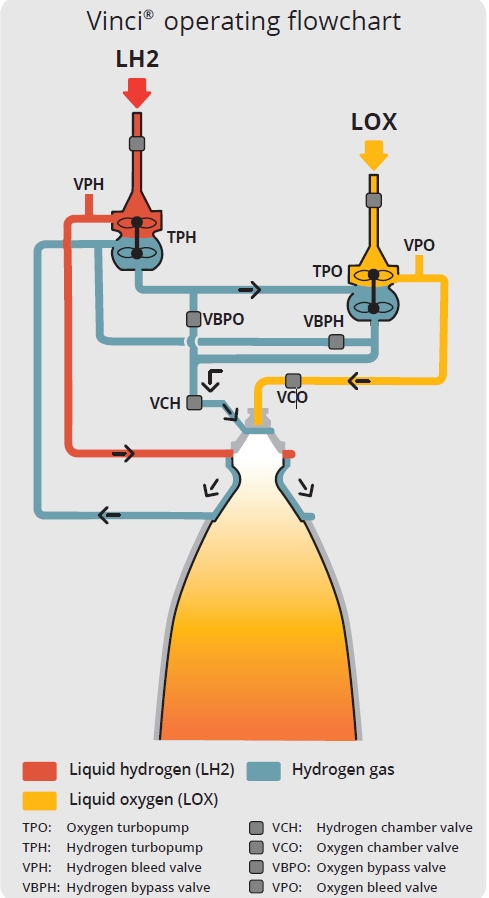
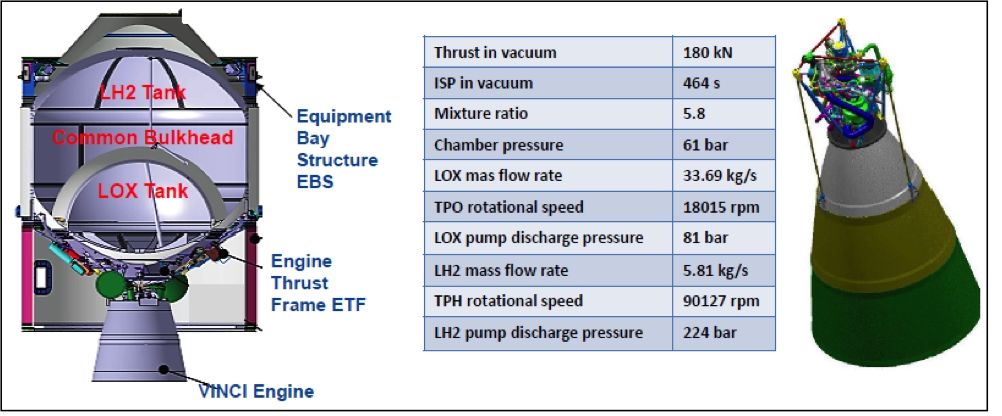
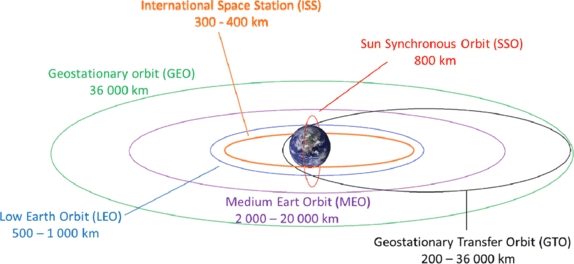
Le second étage est le ULPM (Upper Liquid Propulsion Module). Il est équipé du moteur Vinci rallumable en vol de 18 tonnes de poussée. Il contient 35 tonnes d'ergols cryogéniques. Il peut fonctionner durant 900 secondes selon les missions. Les réservoirs nus de l'étage supérieur ULPM principalement réalisés en alliage d'aluminium. L'étage est composé de haut en bas, de l'interface avec le lanceur (Launch Vehicle Adapter) au dessus du réservoir LH2, des réservoirs LH2 et LOX avec l'ITS, l'interface de jonction (Inter Tank Structure), la structure de poussée du Vinci (VINCI Thrust Frame) et le bouclier thermique du moteur Vinci (Vinci Heat Shield) à la base du réservoir LOX. L'étage embarque 5 tonnes de LH2 et 26 t de LOX. Le fait que le moteur Vinci soit rallumable en vol permet de multiple mission pour Ariane 6, en orbite LEO, SSO, MEO, GTO, GTO+ et vers d'autres planètes. A l'issue de chacune, l'étage est désorbité.
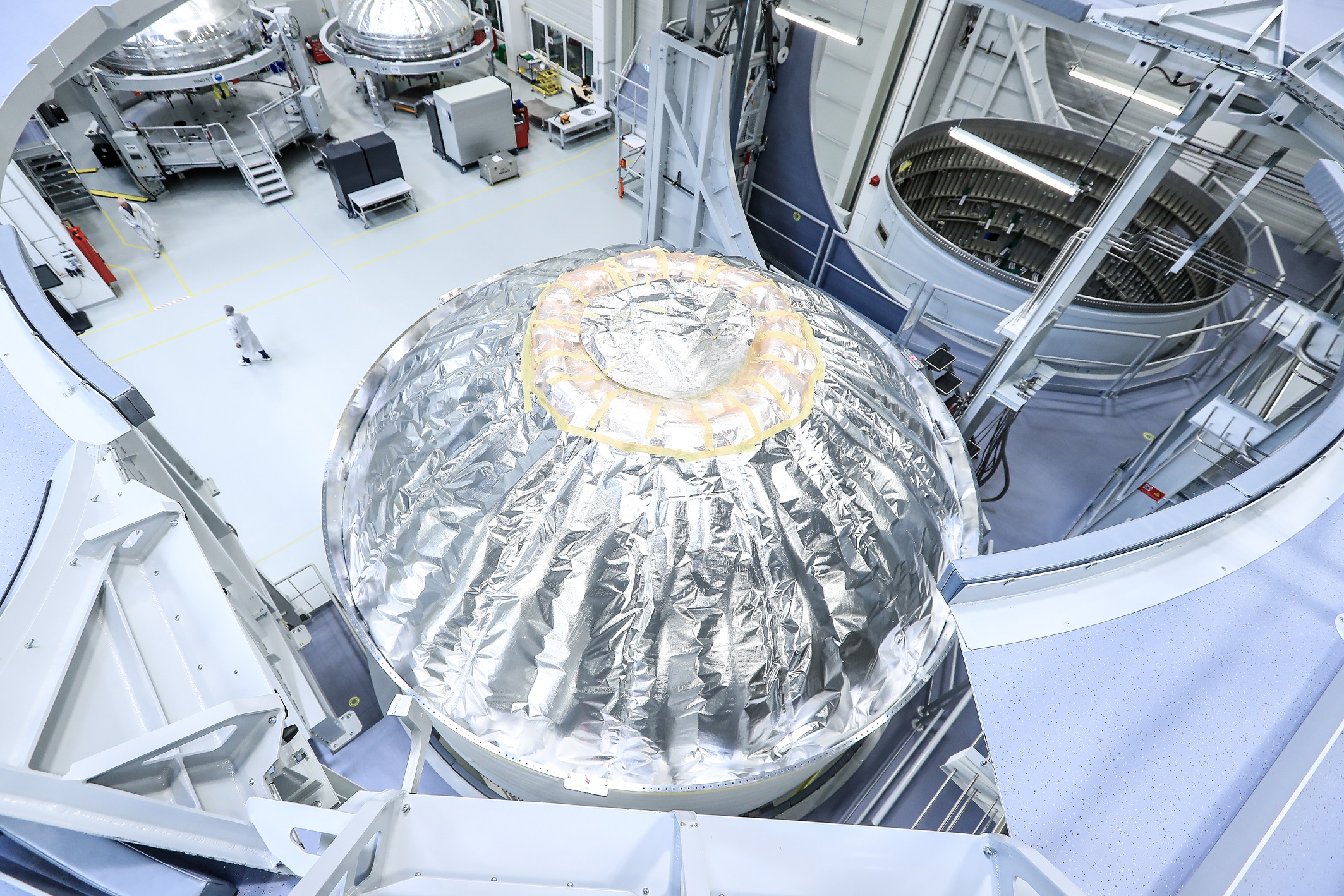
Réservoir d'hydrogène ULPM en construction à Brème 2019
Les réservoirs LOX de l'étage ULPM Flight Model 1 en construction à Brème
L'étage ULPM Hot Fire Model destiné aux essais du moteur Vinci en Allemagne
L'ITS InterTank Structure de l'étage ULPM qui sépare les réservoirs LOX et LH2.
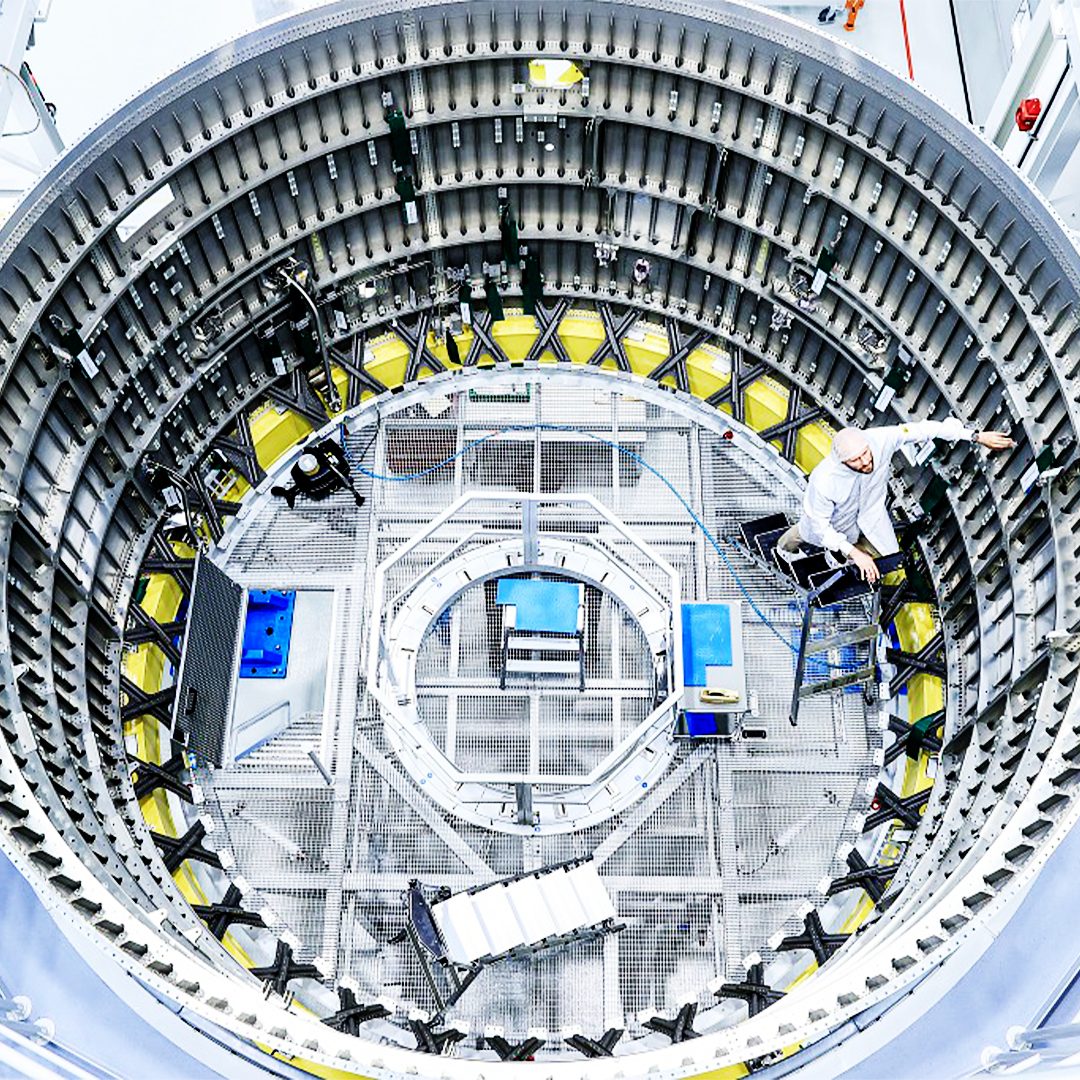
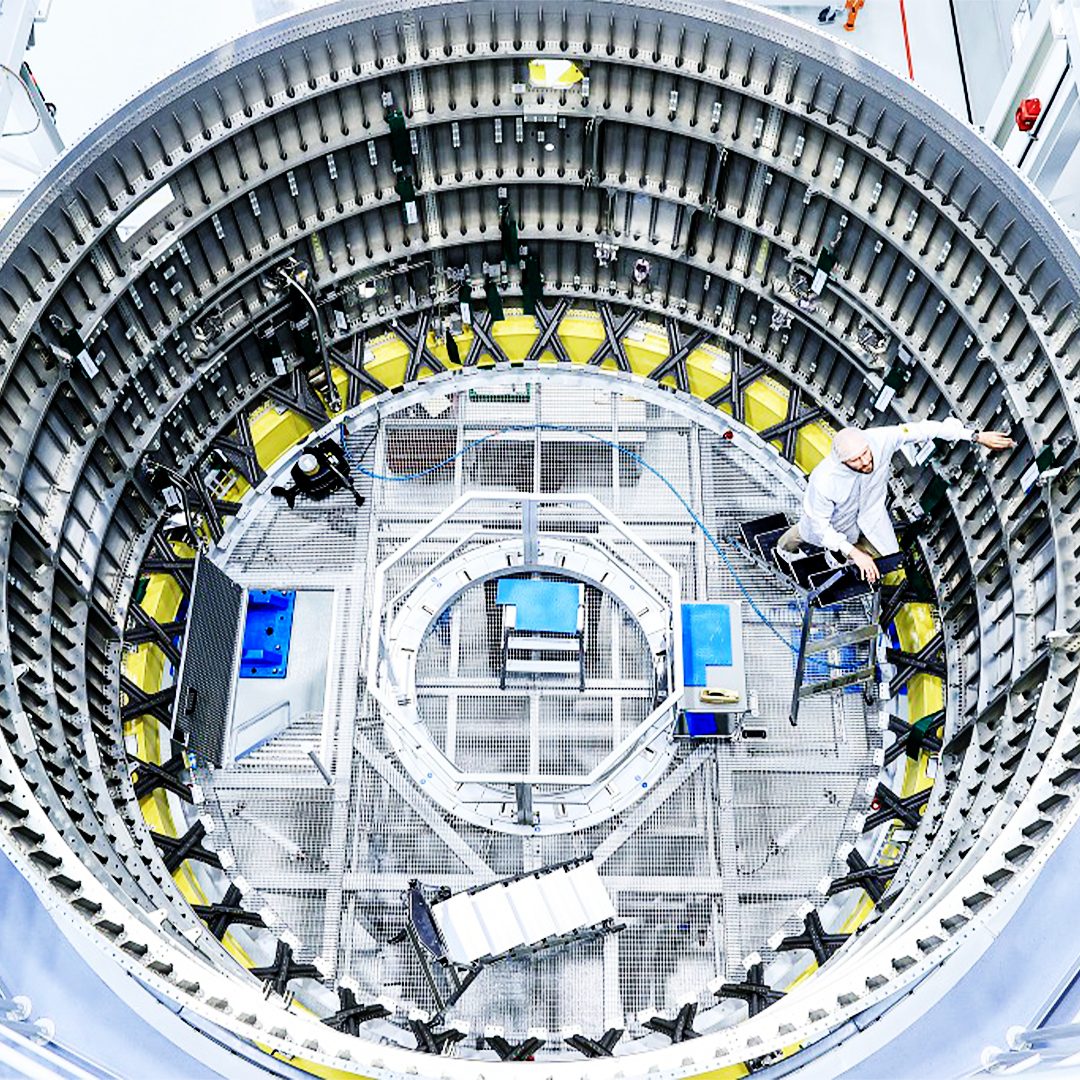
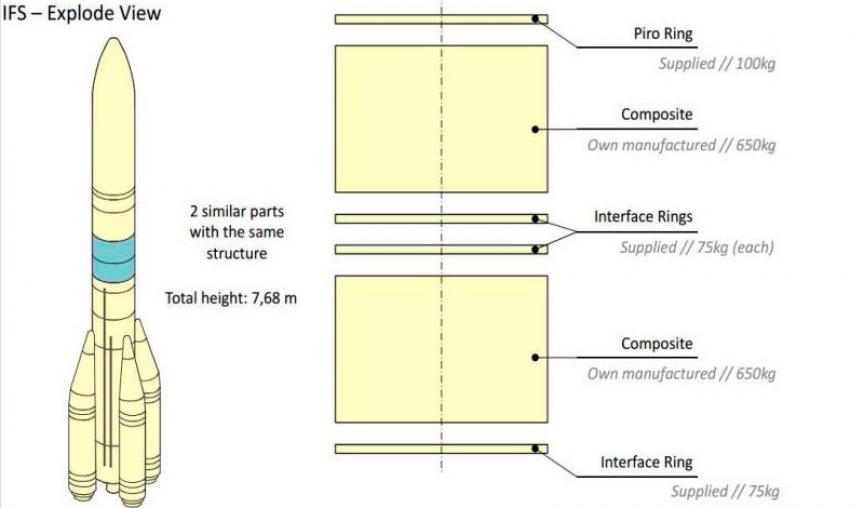
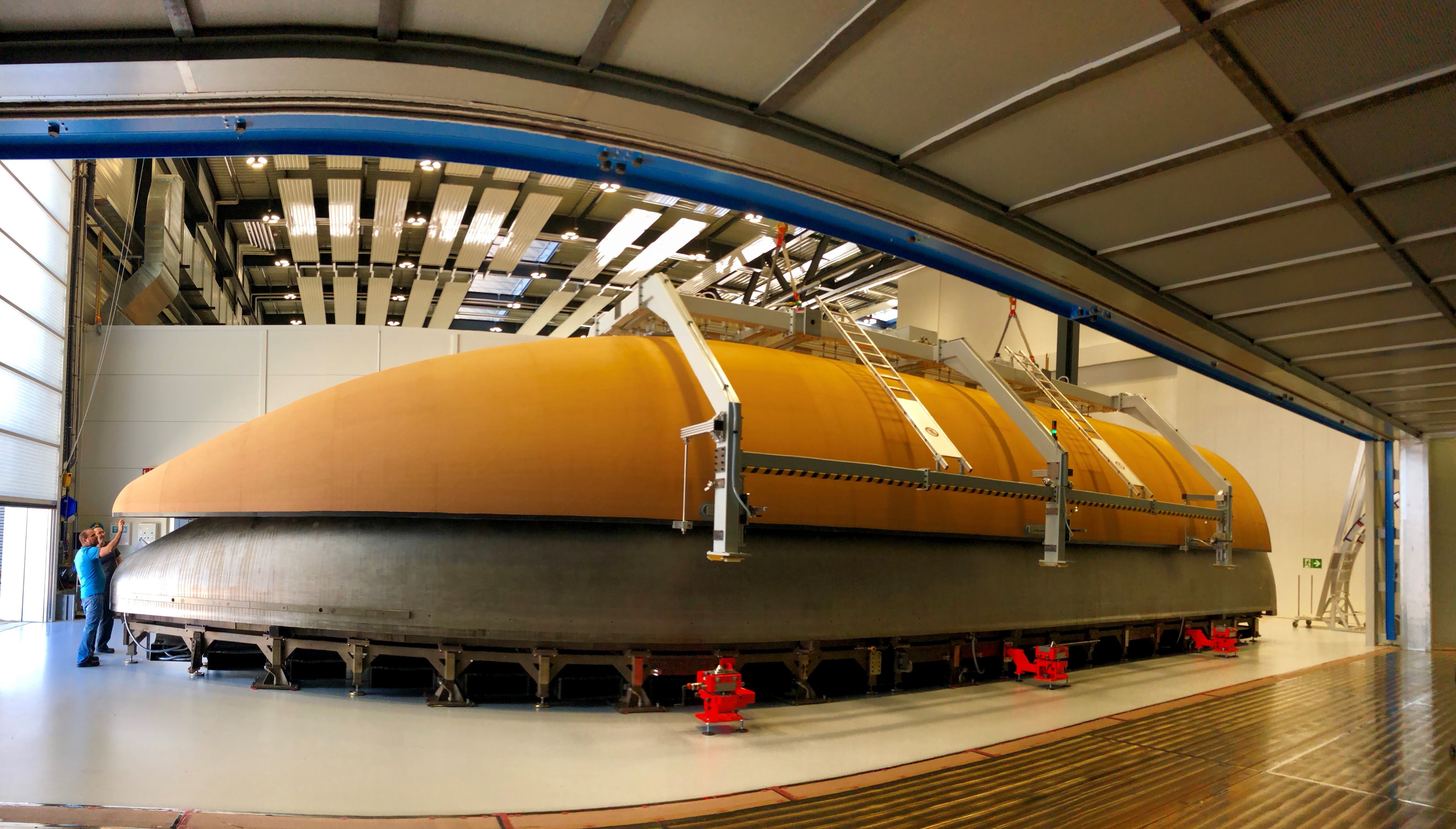
Les jupes avant du LLPM et la jupe arrière du ULPM, appelées IFS, InterFace Structure sont fabriquées en Espagne par d'Airbus Defence and Space à Getafe (Madrid). Ce sont les plus grandes structures en fibre de carbone réalisées en Europe. EIles servent, d'un point de vue structurel, de pièces intermédiaires entre le premier étage de propulsion du corps central d'Ariane 6 et le second. Chacun d'eux mesure 6,2 mètres de haut, pour un diamètre de 5,4 mètres et un poids de 1 200 kilogrammes. Ces cylindres disposent de leur propre contrôle thermique, de l'anneau pyrotechnique pour la séparation des deux étages du lanceur, du câblage et des équipements des autres unités électroniques
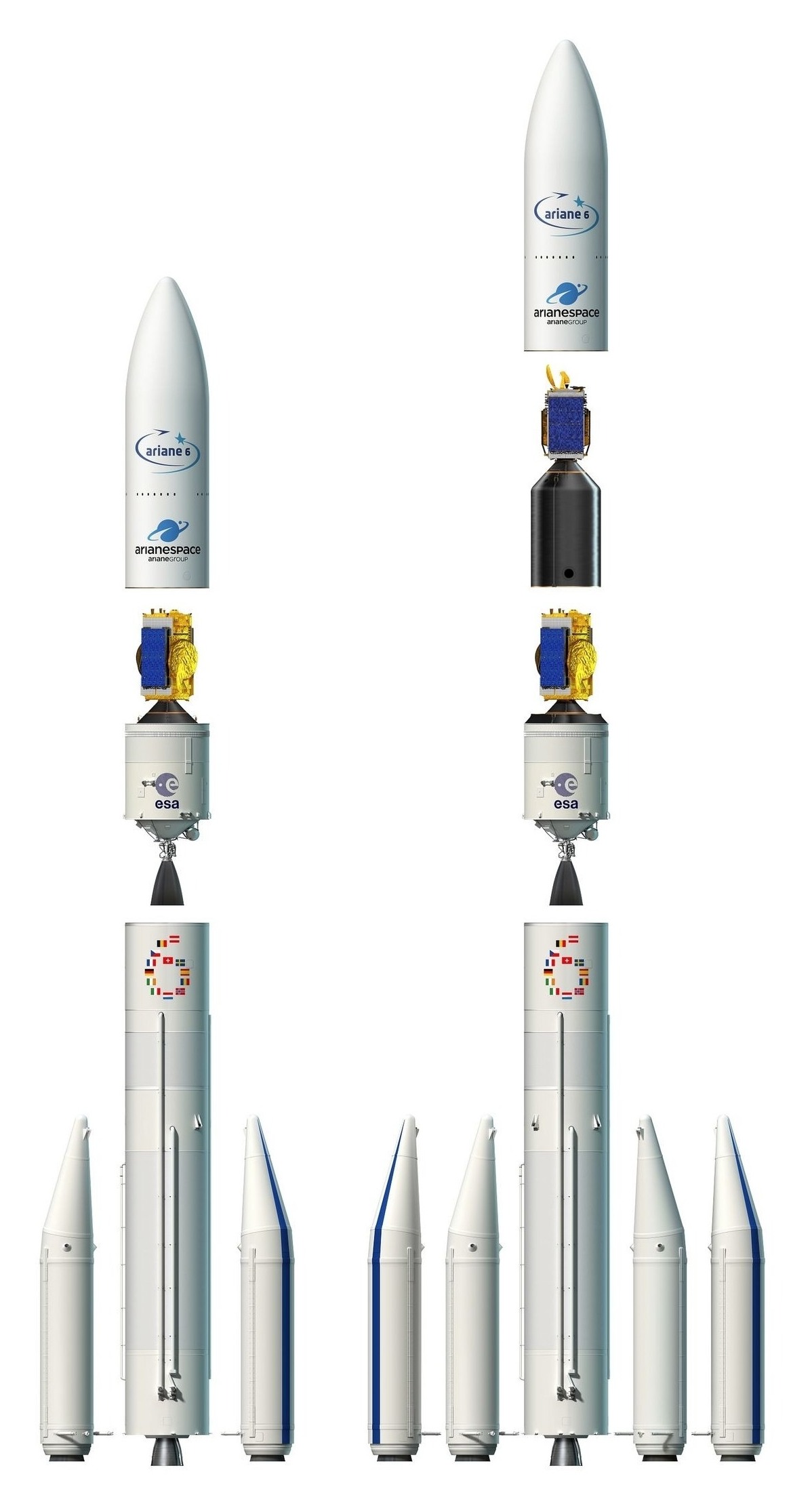
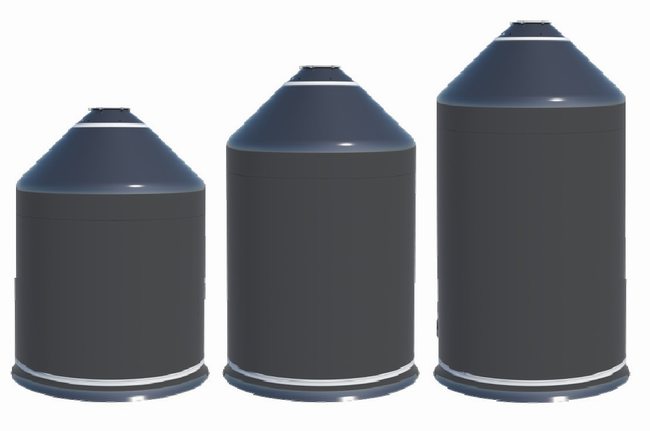
DLS & COIFFE Le Sylda ou DLS, Dual Launch Structure de 4,5 m de diamètre qui protège les satellites avant largage est disponible en 3 hauteurs: 7,8, 8,8 et 9,8 mètres. Il est posé sur le LVA Launch Vehicle Adapter lui posé au dessus l'étage supérieur. Comme pour Ariane 5, toute une série d'adaptateur charges utiles, les PAF, Payload Adaptator Fitting a été développé pour Ariane 6. Plusieurs adaptateurs/dispositifs de séparation standards disponibles assurent les interfaces entre le lanceur et les satellites. Développé par RUAG Space Cie, ils se composent d'une structure adaptateur, d'un ensemble de serrage à bande avec son jeu de supports, du jeu de ressorts de séparation et du support ombilical fixé à la structure. Les diamètres de la bande de serrage disponibles sont de 381, 432 et 610 mm et l'interface LV (lanceur) - S/C (satellite) peut être soit boulonnée (comme pour l'anneau SSASAP5) soit au niveau de la bande de serrage (comme pour les S/C plus grands). Pour le diamètre de 937 mm, l'anneau actif 937 (AR 937) d'Airbus DS est disponible. Ces adaptateurs ont leur cablage électrique necessaire pour les liens ombilicaux, les ordres de séparation, la télémétrie et les transmission de données. Il en exsite 4 principaux, le PAS 381 SPAS 432 S, PAS 610 S et AR 937.
Un DLS aux Mureaux en cours d'assemblage
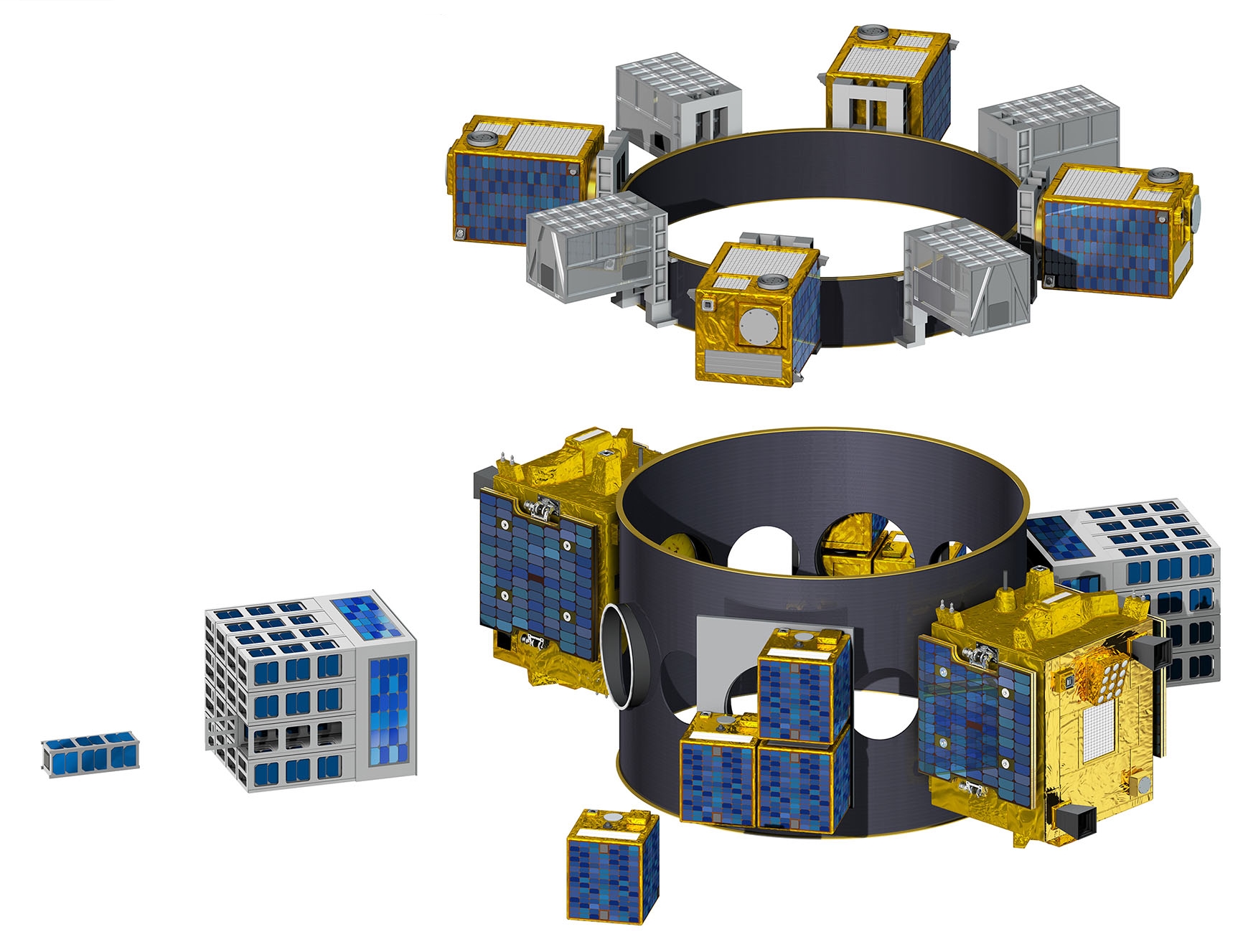
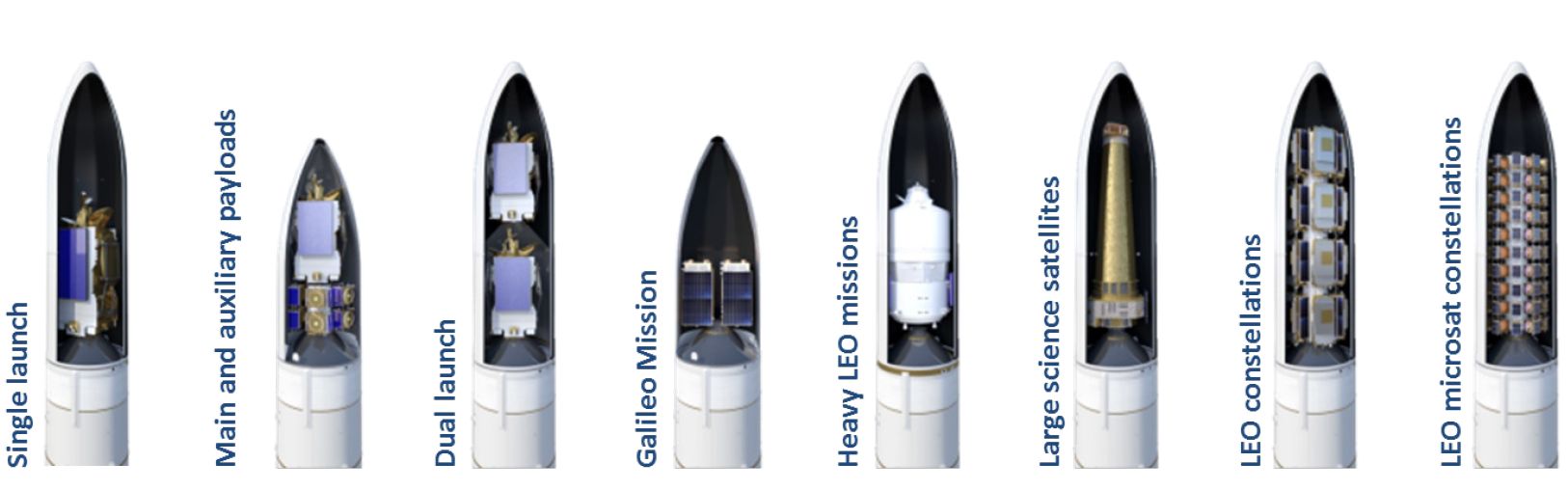
Ariane 6 permet aussi le lancement de petites charges, petits satellites grâce à l'utilisation de dispenser. La coiffe mesure 20 m de hauteur pour 5,4 m de diamètre. La charge utile sera intégrée dans cette coiffe au BAF d'Ariane 5, dans sa partie haute, renommée UCIF, Upper Composite Integration Facility.
La coiffe Ariane 6 est réalisée par RUAGSpace entièrement en autoclave, procédé initié en 2017 pour Ariane 5 lors du vol VA238. Pour exécuter le nouveau processus hors autoclave, RUAG a investi dans un hall de fabrication ultramoderne à Emmen, en Suisse. S'appuyant sur des machines sur mesure et des processus automatisés, le nouveau centre composite a été inauguré en 2016.
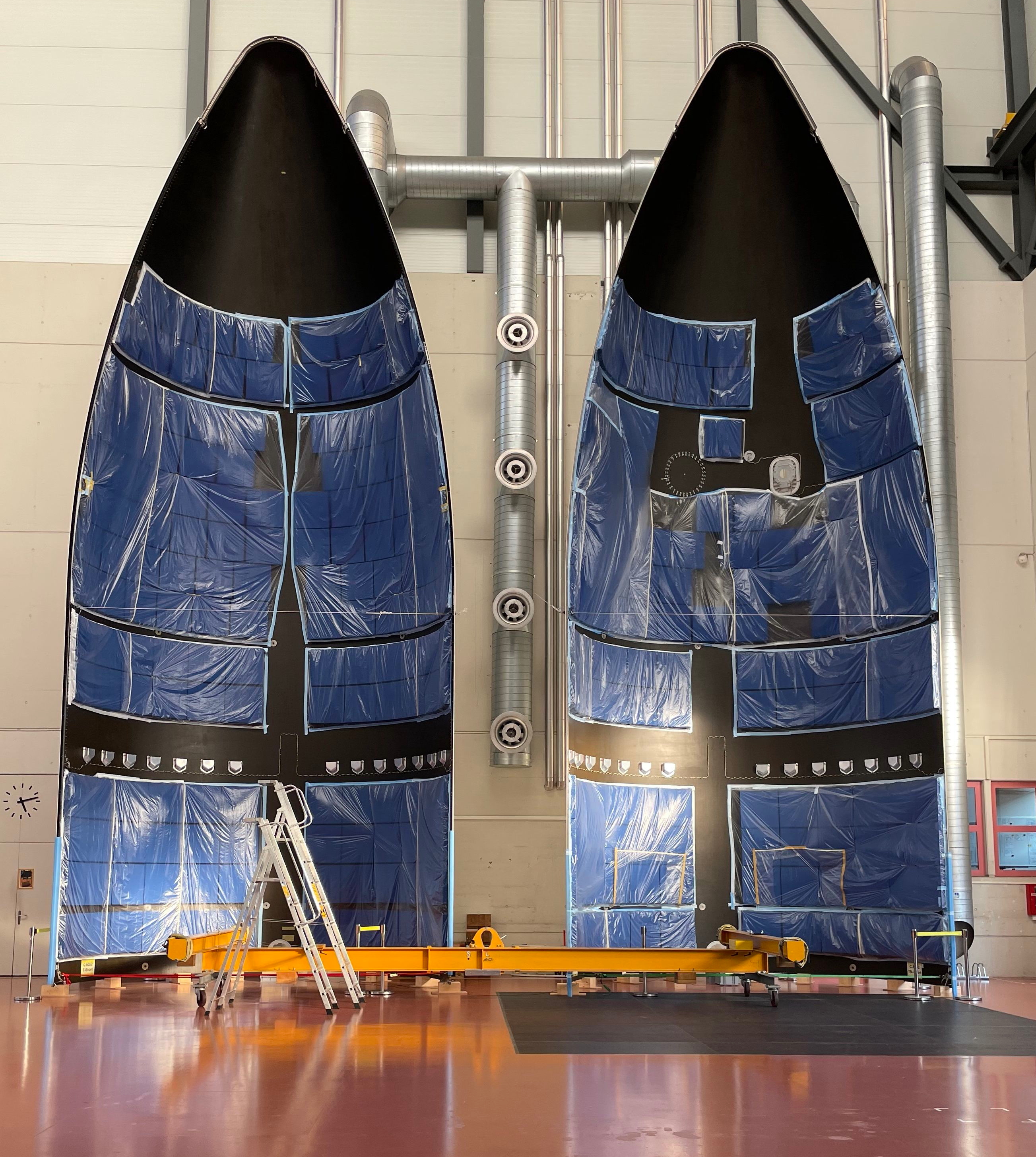
Le carénage de charge utile à base de fibre de carbone se compose de
deux demi-coques, qui se séparent dans l'espace. Ces coquilles sont
nouvellement durcies dans un four industriel au lieu d'un autoclave.
Cela nécessite moins d'énergie et, grâce à sa taille, le four industriel
peut durcir une demi-coquille entière en une seule pièce. L'intégration
verticale coûteuse et longue d'éléments de coque individuels peut être
évitée. Cela réduit le temps de passage de 50 % et permet à RUAG
d'augmenter le volume et la séquence de livraison de ses carénages de
charge utile. Les étapes de fabrication comprennent:
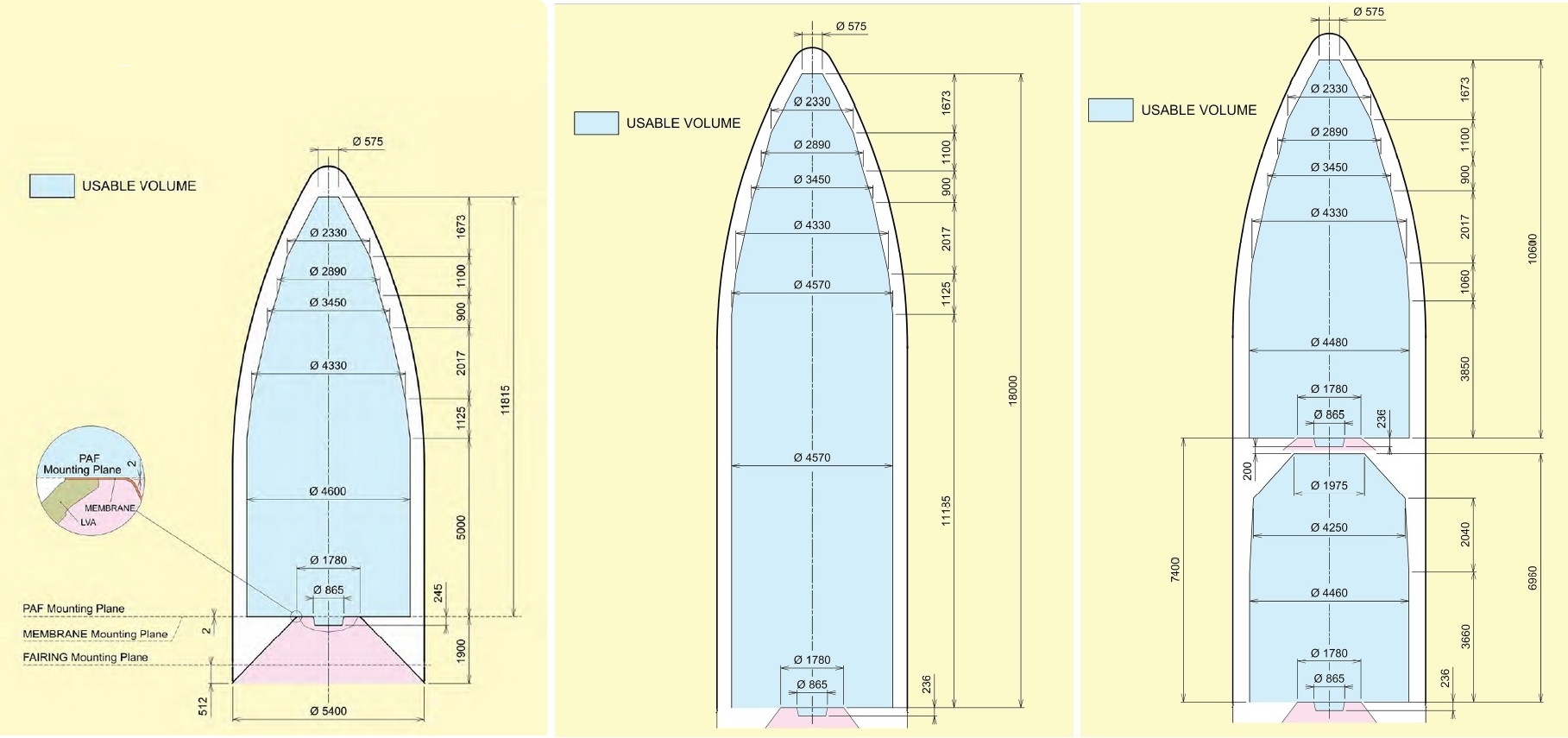
Volume des coiffes Ariane 6, version courte, longue lancement simple et double avec DLS long. il existe une version DLS-1 m, plus court d'un mètre.
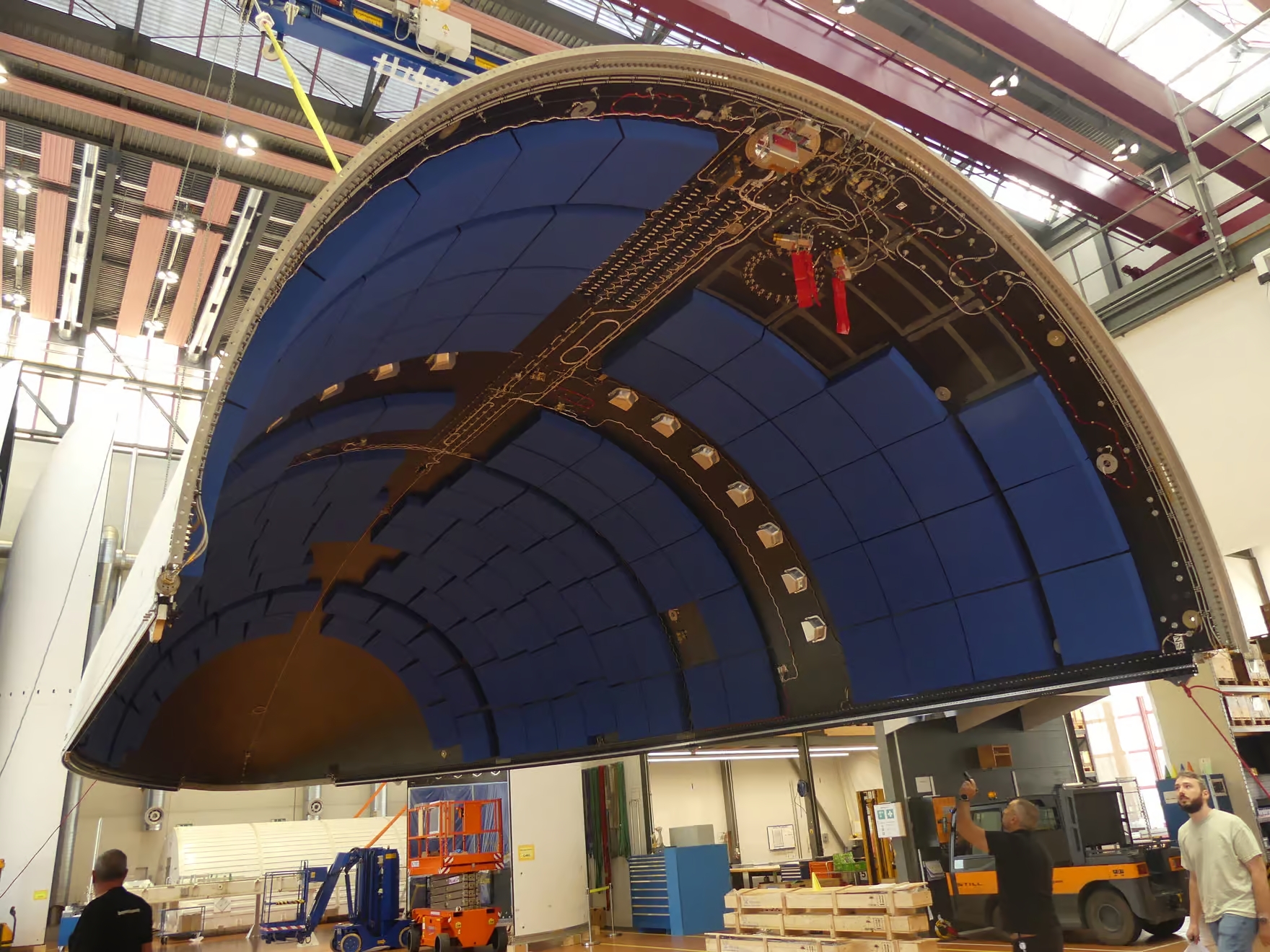
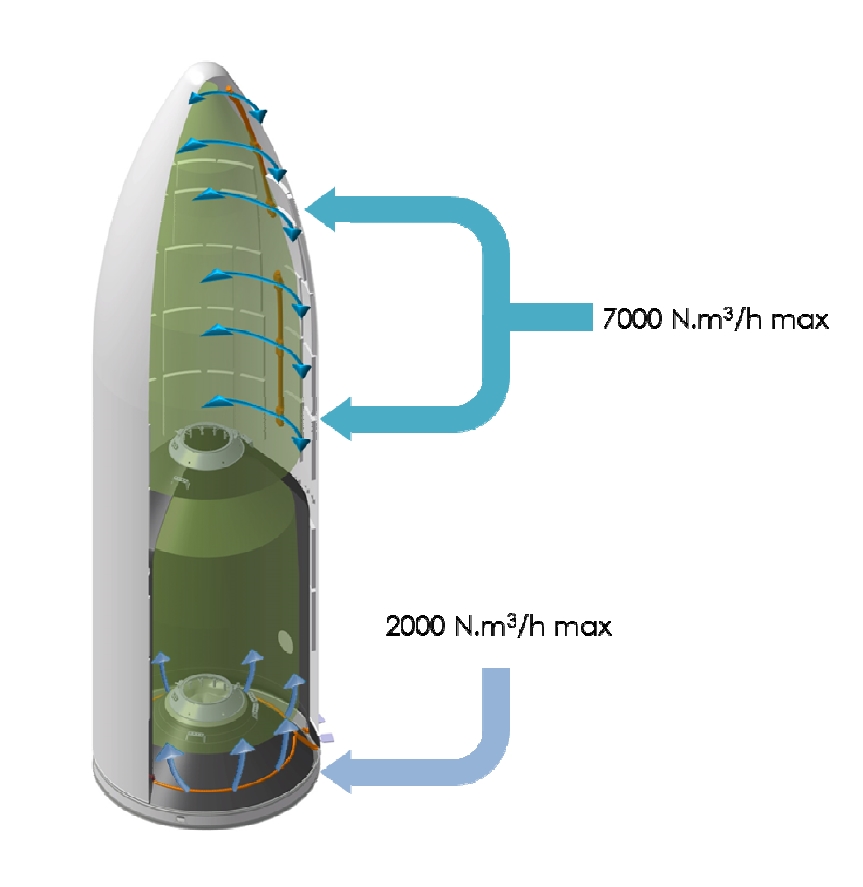
La coiffe Ariane 6 chez RUAGSpace en attente de livraison. La surface externe est recouverte de liège pour protéger la structure de l'échauffement aérodynamique de l'ascension. L'intérieur est recouvert de coussins acoustiques, pour réduire les effets des vibrations du décollage. Il y a aussi des prises de ventilation pour maintenir les satellites en environnement « contrôlé », en y envoyant de l'air propre et des prises électriques permettant de communiquer avec les satellites. La séparation en vol est assurée par des charges pyrotechniques (explosifs).
Container avec la coiffe à l'intérieur, les demi coiffe partent de par camion en convoi exceptionnel jusqu'à la ville de Bâle, frontalière de la France. Les containers sont ensuite chargés sur barge et commencent alors une longue descente du Rhin jusqu'au port de Rotterdam. C'est là qu'elles sont transbordées dans le Canopée d'ArianeGroup, à bord duquel elles traversent l'océan Atlantique jusqu'en Guyane française.
PERFORMANCES Les performances du lanceur en version 64 sont de: - 11500 kg en GTO,
périgée à 250km, apogée à 35786 km, inclinaison de 6°; En version 62, la performance est de
Concernant le prix des lancements, Arianespace donne comme chiffre entre 85 et 130 millions €, contre 62 millions pour le principal conçurent le Falcon 9 (46 millions si le premier étage est récupéré) et 83 millions pour la version Heavy pour des charges utiles de 5,5 tonnes (8,3 si l'étage n'est pas récupéré) et 26,7 t avec la Heavy.
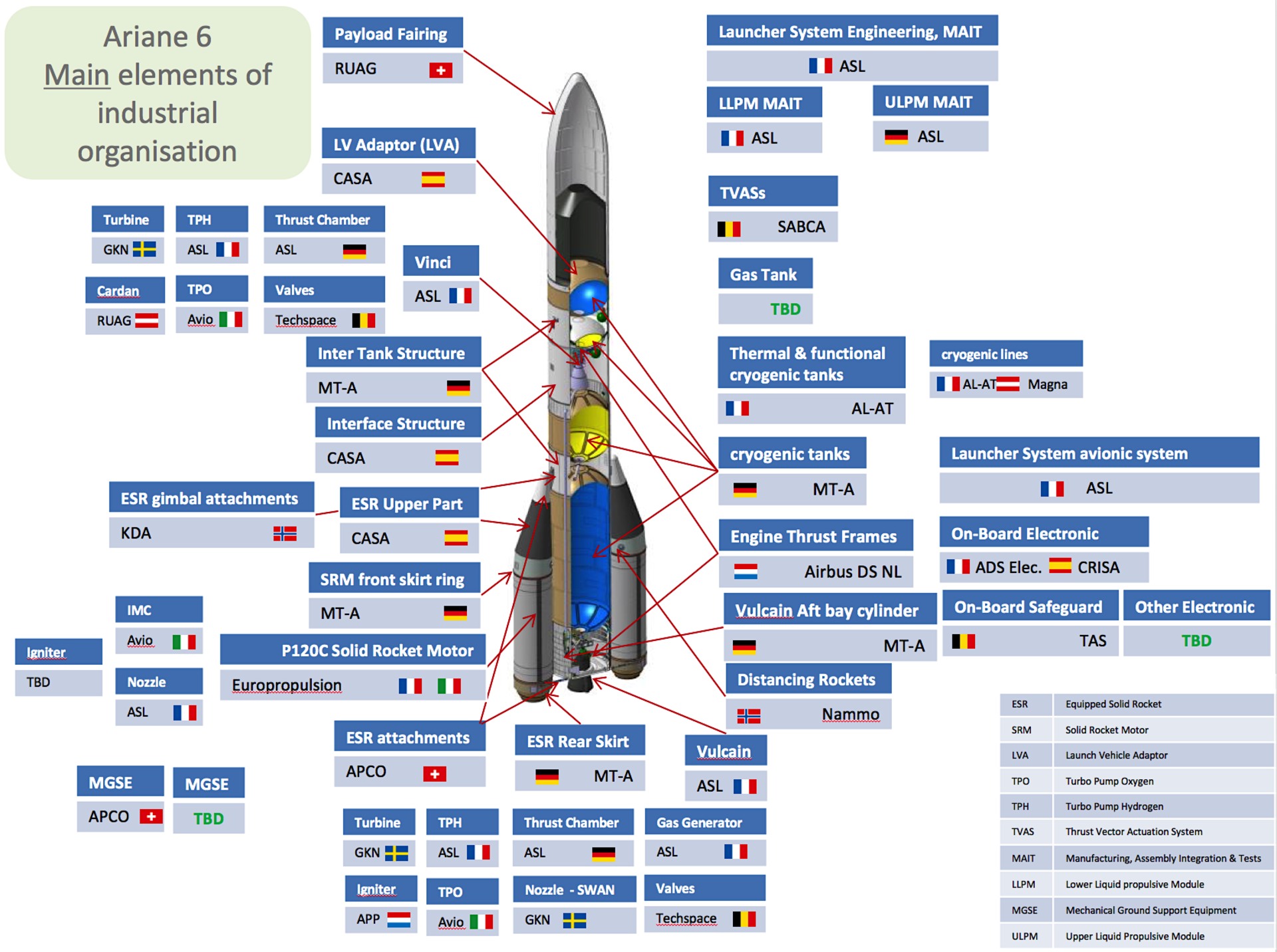
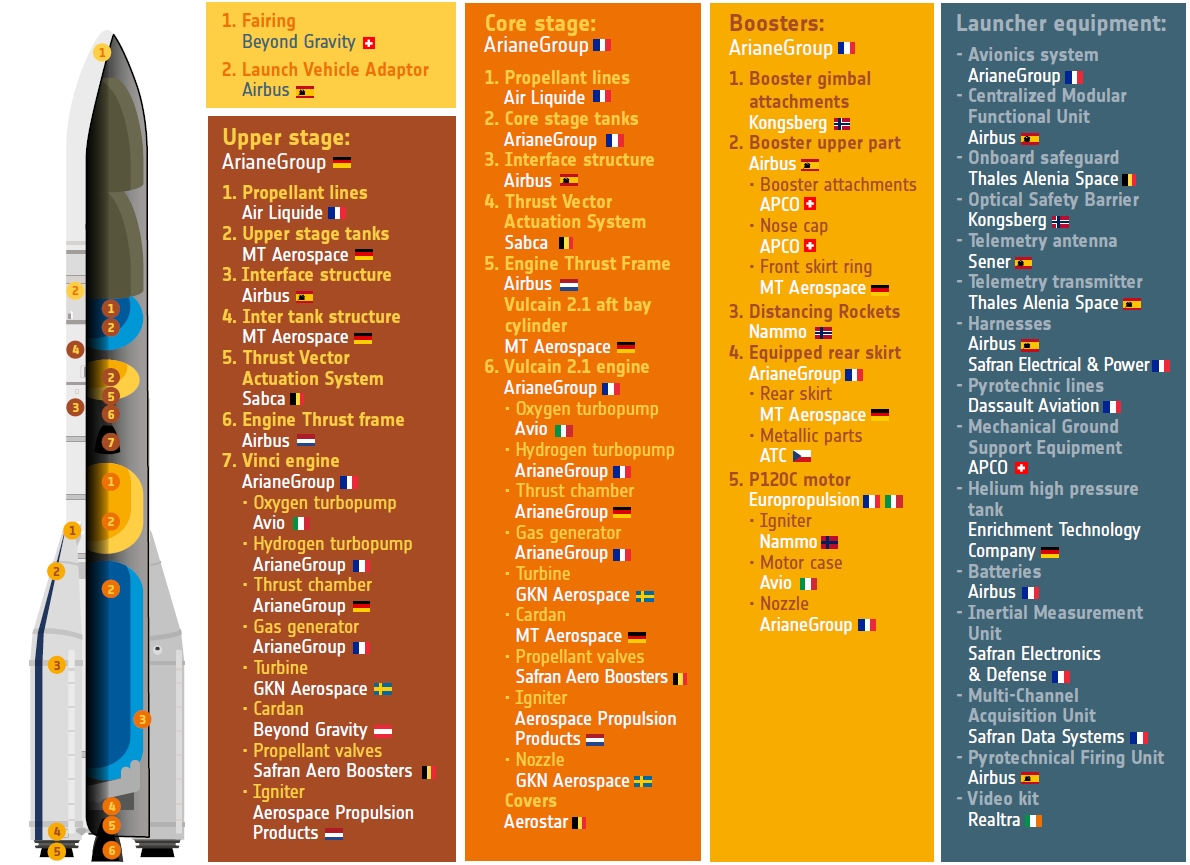
QUI FAIT ARIANE 6
Maitre d'oeuvre du programme, ArianeGroup coordonne près de 550 entreprises européennes pour faire Ariane.
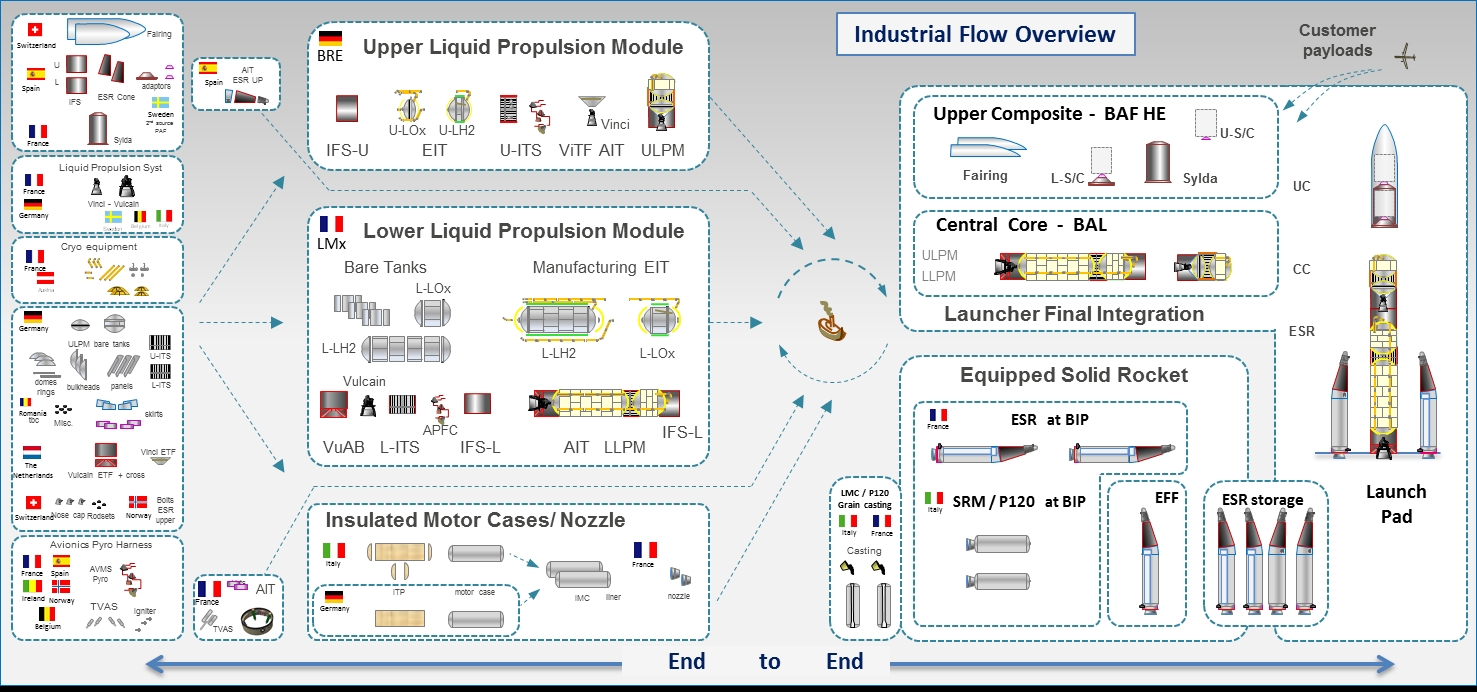
L'étage principal LLPM est fabriqué en France aux Mureaux par ArianeGroup, comme les moteurs Vulcain et Vinci. Les ESR P120 sont bobinés en Italie, les tuyères en France, à Bordeaux et la partie avant en Espagne. L'étage supérieur ULPM est fabriqué en Allemagne, à Brême. Le SYLDA est fabriqué en France. L'Espagne fabrique pas moins de 7 éléments d'Ariane 6, les IFS, InterFace Structure entre les premiers et second étages, le LVA, Launch Vehicle Adapter, les adaptateurs de charges utiles, 3 dispensers (ASAP-A6, HUB et MAS-H), le cône avant des ESR et 90% du câblage électrique du lanceur. La coiffe est fabriquée par la Suisse, les structures des ESR, le SYLDA et les adaptateurs fabriquées par l'Espagne, les moteurs Vulcain 2 et Vinci fabriqués par la France et l'Allemagne et les les équipements cryogénique fabriqués par la France. L'Allemagne, la Roumanie, les pays Bas et la Suisse fabriquent les éléments destinés à l'étage inférieur, l'étage supérieur et les ESR. L'Allemagne intègre les éléments de l'étage ULPM (réservoirs LOX, LH2, intertank et moteur), la France intègre l'étage LLPM (réservoirs LOX, LH2, intertank et moteurs), l'Italie intègre les ESR. L'ensemble prend le bateau pour la Guyane. Au CSG, la coiffe, le SYLDA et les adaptateurs (upper composite) sont assemblés dans la partie haute du BAF, le LLPM core est intégré avec le UPPM dans le BAL (central core) et les ESR dans le BIL.
C'est dans l'usine ArianeGroup de Brême en Allemagne qu'est assemblé l'étage ULPM. Les 2 réservoirs LH2 et LOX sont fabriqué par MT Aerospace, ils rejoignent l'usine pour être intégré et constitué l'étage proprement dit. Ils reçoivent chacun une couche d'isolation avant d'être placé dans leur box de montage respectif: le réservoir LH2 reçoit ces conduites d'alimentation (Air Liquide), la structure inter-réservoir (MT Aerospace) tandis que le réservoir LOX est équipé de ces canalisations d'alimentation, du cone de poussée et du moteur Vinci. Les 2 parties sont ensuite assemblé dans un autre box avant de recevoir dans le box final, la structure inter-étage (Airbus) et la tuyère du Vinci. L'étage LLPM est assemblé lui aux Mureaux, en France dans l'usine d'ArianeGroup. Dans cette immense bâtiment, 6 zones assurent la fabrication des éléments de l'étage, la zone de soudage, de timbrage, d'isolation, Assembly Iintégration & Tests, Vuab et la zone d'intégration. Les panneaux servant à la fabrication des réservoirs sont soudés ensemble par friction. Ils sont ensuite testé en pression dans la salle de timbrage avec du gaz sec. Avant d'être installé dans la zone AIT, les réservoirs sont isolés. Dans cette zone, ils sont équipés de leur isolation externe, des canalisations d'alimentation et d'intérface. Dans la zone Vuab est assemblé la baie de propulsion du moteur Vulcain 2.1. Tous les éléments, réservoirs LH2, LOX, inter-réservoir, Vuab sont ensuite assemblé dans la zone d'intégration, l'étage ainsi constitué est au final, après dernières vérifications placé dans son container. La tuyère des ESR est fabriqué en Gironde au Hallian, puis acheminé par route à Fos Sur Mer puis au Havre par bateau, point de ralliement des autres parties du lanceur, l'étage ULPM, venu de Brême et le LLPM venu de Paris, tous deux par barge et les demi coiffe venues de Suisse (Beyond Garvity). Au Havre, les éléments en container sont roulés dans le Canopé, le navire d'ArianeGroup fonctionnant au gaz et à voile, direction la Guyane. En Guyane, au CSG, les carcasses vides des P120C, ESR sont amenées verticalement dans l'usine REGULUS, le bâtiment des puits de coulée pour recevoir leur propergols solide. Une fois remplis et le propergols cuits, le P120 est amené sur un fardier spécial dans le BBP, Bâtiment de Basculement du propulseur pour être mis en position horizontale. Il rejoint l'extension CIH (Cellule d'Intégration Horizontale) du BIP, Bâtiment d'Intégration Propulseur (hérité d'Ariane 5) et reçoit sa tuyère, la jupe arrière et le cône avant. Le P120C est ensuite transporté à l'horizontale et verticalisé dans l'EFF (ESR Finsh Facility) où il est finalisé devenant un ESR. Il est ensuite stocke dans le BSB (Bâtiment de Stockage Booster) en attente de son vol et sa mise en place en ZL4.
|
|||||||||||||||||||||
| l |
| LA CAMPAGNE DE LANCEMENT ARIANE 6 |
| LE DEVELOPPEMENT D' ARIANE 6 |
| CSG ELA 4 |